仕上げ実績・ブログ
2011.11.01
メーカー不明1Psリム曲りによる割れつぶれ修理
1Psホイールの大きな曲り修理の紹介です。
ブログでは4本リフレッシュ・リメークの方がメインとなりがちですが、修理受注は4本リフレッシュ・リメークより1本、2本と言った単品修理の方が多くなります。
本業はホイール修理屋さんですのでいつも4本の磨きや塗装ばかりを請けてやっている訳ではありません。
単品の修理がキチント出来ないと4本リフレッシュ・リメークにもつながりませんので、今回はありがちな曲りで簡単そうに見えますが、場所的に困難でややこしい修理の紹介です。

リム曲りによる根元クッラクから、リムつぶれの修理依頼です。
量販店で売られてるメーカー不明の廉価モノのホイールのようですが、廉価モノも高級品も修理の手間は変わりません。構造、デザインと最終表面処理で納期とお値段が決まります。

強引にプレス修理してしまえば、既に入っているクッラクが大きく口を開けてしまいますので、曲り修理プレスはほどほどに戻します。 ここが割れたホイールへの修理のポイントです。
こんな曲り修理に比べればガリ傷修理など盛って研磨するだけですので簡単な事です。それすらやらず削り込みやパテ埋めした粗悪な修理品を良く見かけます。

プレスで大まかに戻し、肉盛り溶接で足して作っていきます。
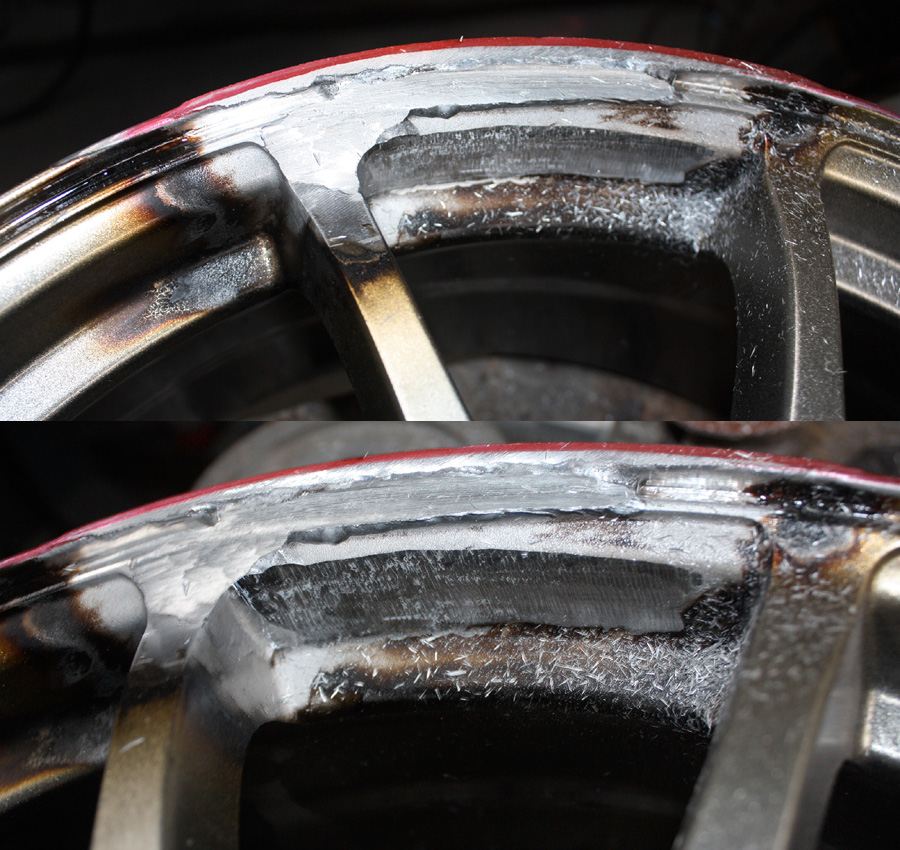
割れや曲りの箇所が工具や研磨機の入りにくい箇所のため全てハンド研磨作成です。
スポーク股グラ部の割れ修理の研磨やリムに細い3ミリほどのラインもあるためそれも手作業で形を造ります。

場所的に大きな工具が入りませんので、超硬バーやペーパー、ヤスリで削って形を整えます。完全に工作の時間です、技の見せ所でもあります。

全て手作業で形を造って塗装が出来る状態です。
パテ形成など全くしていません。
タイヤビート当たり面も完全にしないとエアー漏れを起こします。
適当に削ってよくコーキング隠しをしてある箇所です。

原型修復さえ出来れば後は普段通りの塗装工程です。
プラーマー&サフ塗装後、黒ベースの黒味が強いシルバーメタですのでベースに黒をまず塗装します。

黒ベースへメタの強いシルバーを塗ってクリアー塗装して完成です。

曲って割れていた箇所をハンド形成したリムの部分です。

あまり気にかけないタイヤビート当たり面になるリム裏面ですが、ここが凸凹だとエアー漏れを起こします。デザイン表面の見た目だけを重視して、見えないこの部分を疎かにすればエアー漏れを起こし使用に影響する大切な箇所です。
カラー塗装の修理品は色を覆せばとりあえず綺麗になります。「Before&After」だけの写真を見せられてもどんな修理をしたのか判りませんよね・・だから一番大切な中作業工程をユーザーさんに知っていただくために細かく公開していきます。
1本でも2本でも本数に関係有りませんので何でもご相談ください。
1本の酷いモノでも完全に直せなければ4本リフレッシュ・リメークなどしても意味がありません。
色塗って、磨くだけならどこでもできます。
基本土台となるホイール修正が出来てこそ4本リフレッシュ・リメークへと繋がります。
単品修理は片道当社負担となります。
(有)オートサービス西HPはこちら
- カテゴリー:
- リム曲り修正
2011.10.30
OZフッツーラ・スーパーミラーバレル研磨3次元&不良リムからリム交換

コアなファンが多いOZフッツーラ18インチへのスーパーミラーバレル研磨3次元による完全オリジナルホイールの誕生です。
リム修理後にリムとディスクへの3次元研磨の予定でしたが、アウターリム3枚とインナーリム1枚が手の施し様の無い「悲惨で残念」な状態だったためリム交換を余儀なくとされ、元リムは削り込み修理のため手直し再生不可、廃棄処分です。
OZフッツーラ18インチのスーパーミラーバレル研磨3次元&リム交換

香川県のお客様・・・古いホイールですので年数劣化はそれなりに有りますが、削り込みによる薄っぺらいイビツな形状のリムは使えません。変なリムは交換して、ディスク&キャッププレートを当店自慢のスーパーミラーバレル研磨で激変しました。
これで見た目もバッチリ!安全面も確保できました。

解りやすいようにリムへ色を付けてありますが、4本中3本(左が唯一生き残ったまともなリムです。)こんな感じで肉厚が僅か1ミリほどしかなく面も凸凹状態でこれをいくら綺麗に磨いても無駄な作業です。
カラー塗装なら傷部へパテでも埋めて誤魔化しも出来ますが、ポリッシュは剥き出し表現のためひたすら傷が消えるまで削ってしまう修理の事を素人騙しのポリッシュ削り込み修理と言います。

インナーリムも全体的に削りみ過ぎが1本有ります。
インナーリムは当店に在庫が有りましたので、無事交換してあります。
オーナーが女性のため、削り込みの事を報告しない限り気づいていません。
安物買いのなんとやら・・です。 現品を確認出来ないネット購入はここが一番需要です。

ディスク面の荒研磨です。
交換用のリムの確保が出来たら、後は安心してスーパーミラーバレル研磨への作業が進められます。

アウターリム以外のパーツの作業は既に完了していましたが、リアー側が欠品のためリップ4枚揃うのに入荷待ちの時間が2ヶ月以上かかりました。
先日各パーツも無事に揃い、翌日には組み付け合体完成となりました。
S様大変永らくお待たせしました。この場を借りてご報告いたします。
遅くなってすみませんでした。

手間暇かけた芸の細かな3次元研磨ですのでスポークサイド面(窓部)も表面同様の仕上りとなります。

フロント側はアウターリップ1.25Jと交換

リアー側はアウターリップ1.75Jと交換

インナーリムはスーパーミラー研磨とバランスの良いメリハリのあるブッラク塗装をお勧めします。

いつもの通りの出来栄えです。
カーボンリングは赤への塗り替えリクエスト!オーナーが女性ならではのセンスです。
■OZフッツーラ18インチ リフレッシュカスタム加工の詳細■
1・アウターリム・・・・・・・・・・新品リップ交換(ノークリアー)
2・インナーリム・・・・・・・・・・曲り修正/1本交換/艶ありブラック塗装(オンクリアー)
3・ディスク&プレート・・・・・・スーパーミラーポリッシュ3次元(ノークリアー)
4・カーボンリング・・・・・・・・・レッド塗装
5・ピアスボルト・・・・・・・・・・洗浄・研磨(元が良いモノは綺麗に蘇ります。)
6・3Psコーキング・・・・・・・・透明シーリング打ち直し
7・エアーバルブ・・・・・・・・・リム交換により既存のバルブが使えないためバルブ交換
■中古購入時のアドバイス ■
中古品はガリ傷や曲りがあって当たりまえです。
変に磨いて修理してあるホイールよりもガリ傷や曲りのある現状のままのモノ、手付かずのモノを購入してから当店にご相談ください。
削り込み修理の手直しは全てお断りいたします。
最初で最後の削り込み修理の手直し作業例はこちら
私の仕事は「塗装専門」・「研磨専門」で塗りや磨きばっかりやっている訳では有りません。本業はホイールの修理屋です。 修理に関しては自信と誇りを持って20年以上これまで続けています。 綺麗に色塗って、ピカピカに磨いた「見た目!も大切」ですが、基本・土台となるホイールの修理が出来てこそ初めて塗装や磨きによるホイールへのお化粧が出来るのです。
4本セットリフレッシュ・リメークは送料往復無料キャンペーン中です。
(有)オートサービス西HPは
2011.10.29
ハマーホイールへのパウダーコートから溶剤ブッラク塗装
腐食、虫食いの酷いホールへ再塗装した後の腐食再発防止用としてパウダーコートでがっちりガードします。
虫食い、腐食が進んだホイールはいきなり溶剤カラー塗装ではなく、まずアルミ素地へ直接パウダーコートで土台を固めてからの溶剤カラーでのお化粧塗装がお勧めです。
ハマーホイールへのパウダーコートから溶剤カラー塗装仕上げ

千葉県のお客様・・簡単そうに見える普通のグロスブッラクのようですが、パウダーコートをベースとすれば虫食い、腐食の激しいモノがここまでなるには長~い工程があります。 お言葉に甘えて約4ヶ月ほど時間を頂きました。

5本ともガリ傷だらけですのでまずはガリ傷修理から始まります。

ブラスト研磨からハンド研磨してベースとなるパウダーコートへの下準備です。

虫食い、腐食の異物湧きを想定してそれらを抑える役目として念のためパウダー前のプライマーで空気や異物出現を極力抑えます。
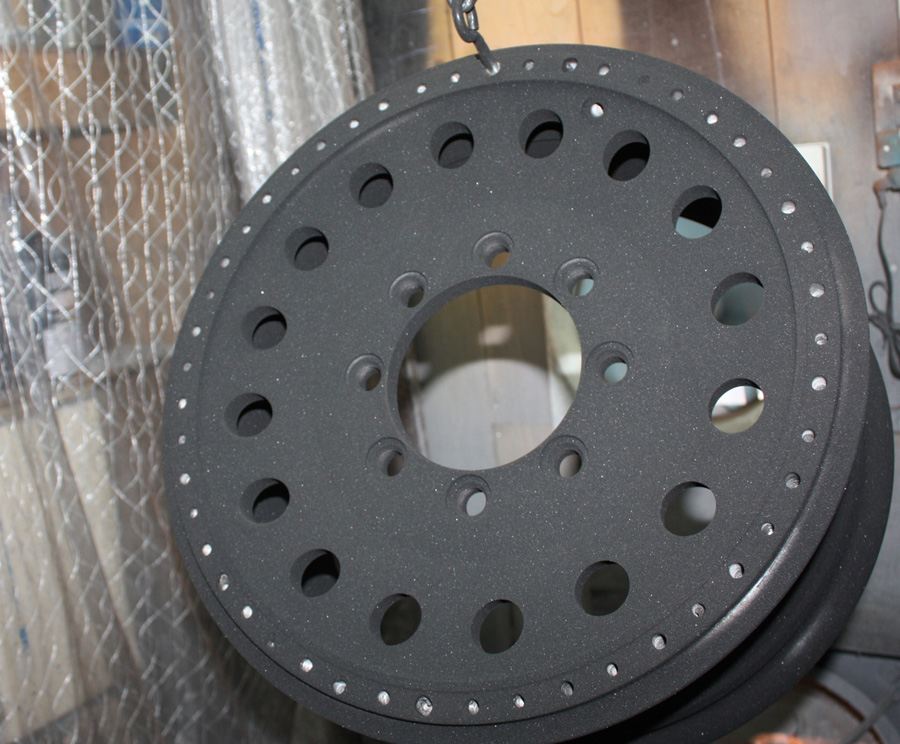
異物湧きが出ない事を念じてパウダーブッラク噴射です。
焼いてみないと結果はこの時点では全く解りません。

焼き完成後、案の定5本ともみな異物湧きだらけのブツブツ肌になりました。
パウダー肌をサイディングしてもう一度パウダーコートします。
5本の内3本はこれの繰り返しで3コートもパウダーを載せています。
3コートパウダーは想定外のため最初のお見積もりに入っていませんが、いまさら言えないし仕方ありません。

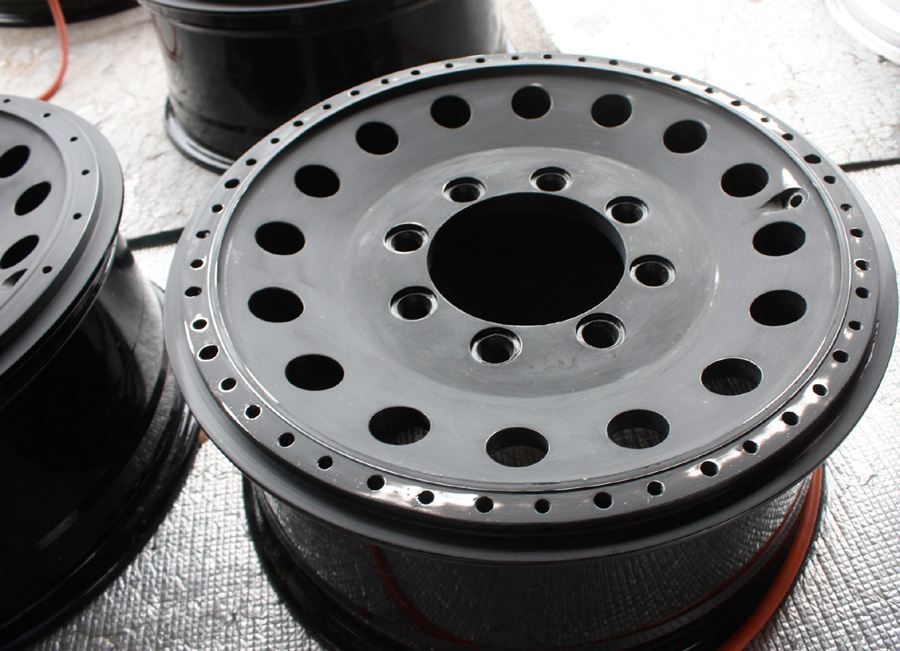
ブツブツ肌の月面クレーターから点々肌になりましたので点肌を埋めるためこれから溶剤カラーの下処理に入ります。

肌揃えに溶剤カラー下処理のサフ塗装でファンデーションを厚めに塗ります。
ツル肌に整った状態で溶剤ブッラク塗装で見た目重視のお化粧です。

パウダーコートから溶剤カラー完成までに多くの塗膜が載ってます。
1・パウダー用プラマー
2・パウダーブッラクの2コート
3・溶剤用プライマー
4・溶剤サフ塗装
5・溶剤ブッラク塗装
6・溶剤クリアーコート 計7~8層の塗膜が載っていますのでボルト穴もたっぷり埋まってしまいこのままではボルトも入りにくいためタップ切も要します。

こちらはアウターリムとなるアルミ製のリングです。
こんな構造のホイールは初めて見ましたがどんな風にタイヤがつくのでしょうか?

アルミ製のリングはバレル研磨機にて磨き込みします。
他のディスクを組んで荒から仕上げのバレル機投入です。

リングも同色カラーのご希望でしたが、リングが元々大きく沿っていましたので、塗装してしまえば装着時の反り返しで塗装が割れ剥がれてしまいますのでブラック塗装ではなく磨き込みをいたしました。
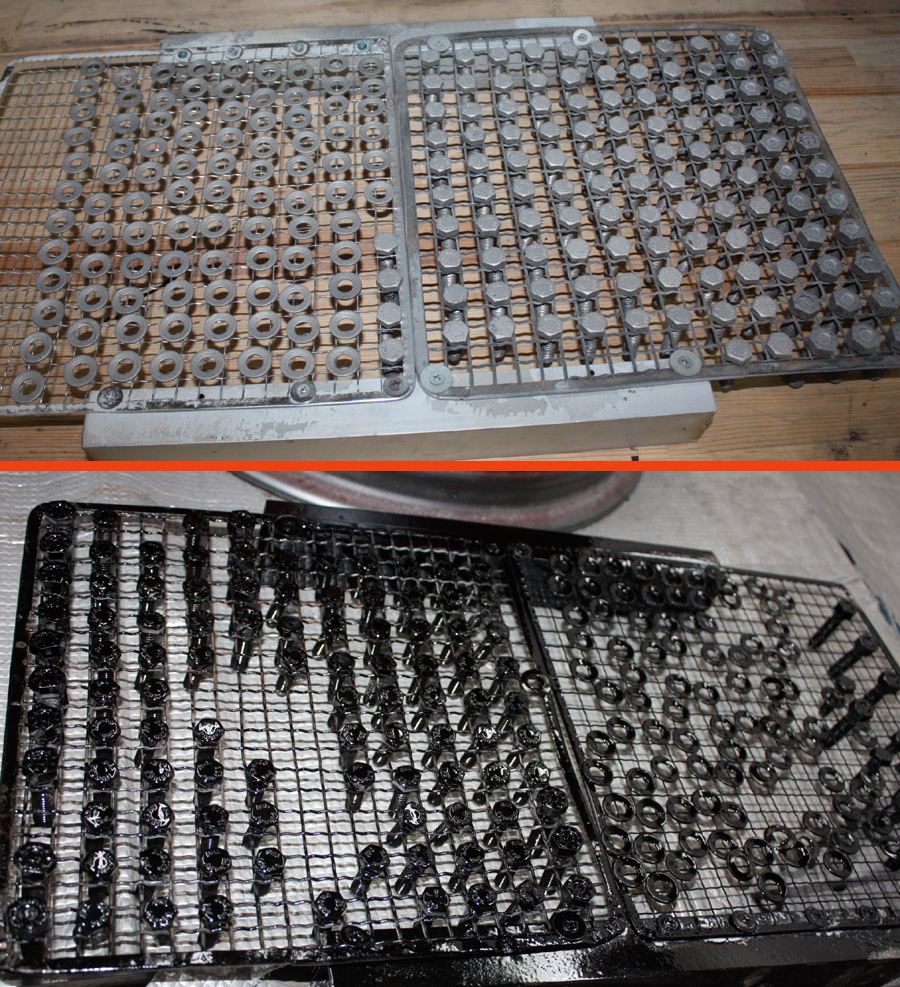
リングをつけるボルトやワッシャー類はブラスト研磨してからパウダーブッラク塗装をします。 パウダーコート肌なら工具で締め付けても簡単に塗装が剥がれません。
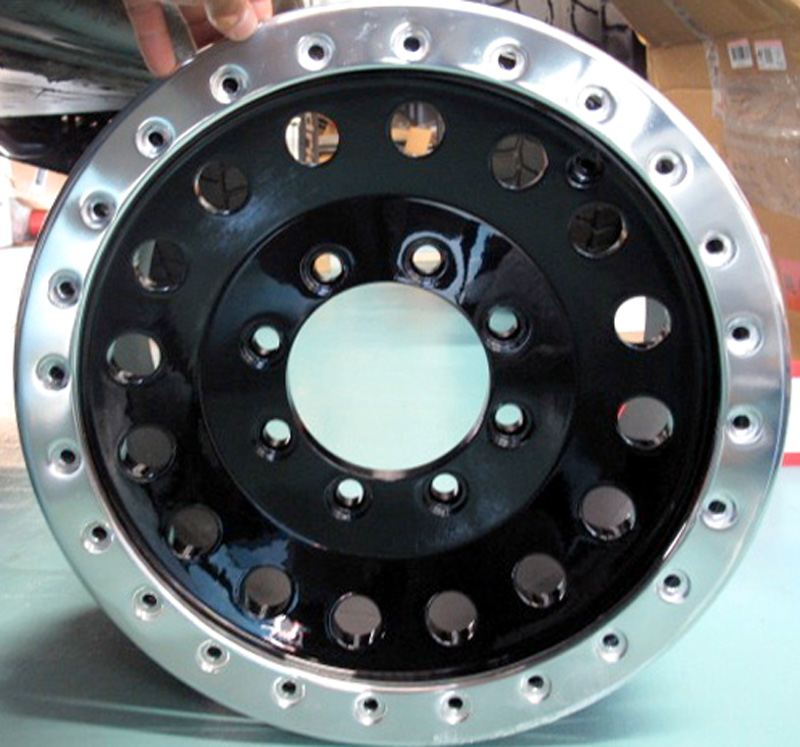
磨きこんだリングをつければこんな感じになります。

お客様より装着写真をいただきましたので紹介します。
ごっつい車ですね。
今回の一番の目的は単に見た目を綺麗に仕上げるのではなく素地土台をより強く頑丈にするのが目的です。
低温焼付けの溶剤カラー仕上げなら腐食、虫食いの酷いモノでもパテ埋めて、サフ塗って肌合わせすればパウダーのように手間かけずに仕上げる事ができますが、高温で焼くため湧きなど作業リスクの高いパウダーコートを選んだ理由は傷んだ素地肌をがっちり、保護ガートして素地からの腐食や塗装剥げメクレの再発防止を目的としてその分工程が増えて遠周りにもなりますが、より良い方法を提案、提供していきます。
(有)オートサービス西HPはこちら
- カテゴリー:
- パウダーコートベースからの溶剤カラー塗装
ホイール修正・リフレッシュ・リメークは
「全国対応のカスタム専門プロショップ 」オートサービス西へ
![]()