仕上げ実績・ブログ
2016.08.25
1Psディッシュ&2Ps無限のバレル2次元研磨&3次元元研磨

1Psディッシュ&2Ps無限のバレル2次元研磨&3次元元研磨当社自慢のバレル2次元&3次元研磨ノークリアーとパウダークリアーです。
ハンドバフ磨きによる「バフ焼け・バフムラ・バフライン」などを完全に無くして鏡面仕上げするのがバレル研磨です。
2台共年代モノで鋳造と鍛造との素材の違いこそ有りますがどちらも高品質な国産品のため腐食と変な修復歴さえなければ問題無くピカピカになります。
※重要):曲りガリ傷は治せても「虫食い、陥没、腐食」などは治りませんのでバレル研磨やパウダーコートは腐食損傷の有無こそが仕上がりを大きく左右する重要ポイントです。
1Psディッシュ&2Ps無限のバレル2次元&3次元研磨のノークリアー&パウダークリアー
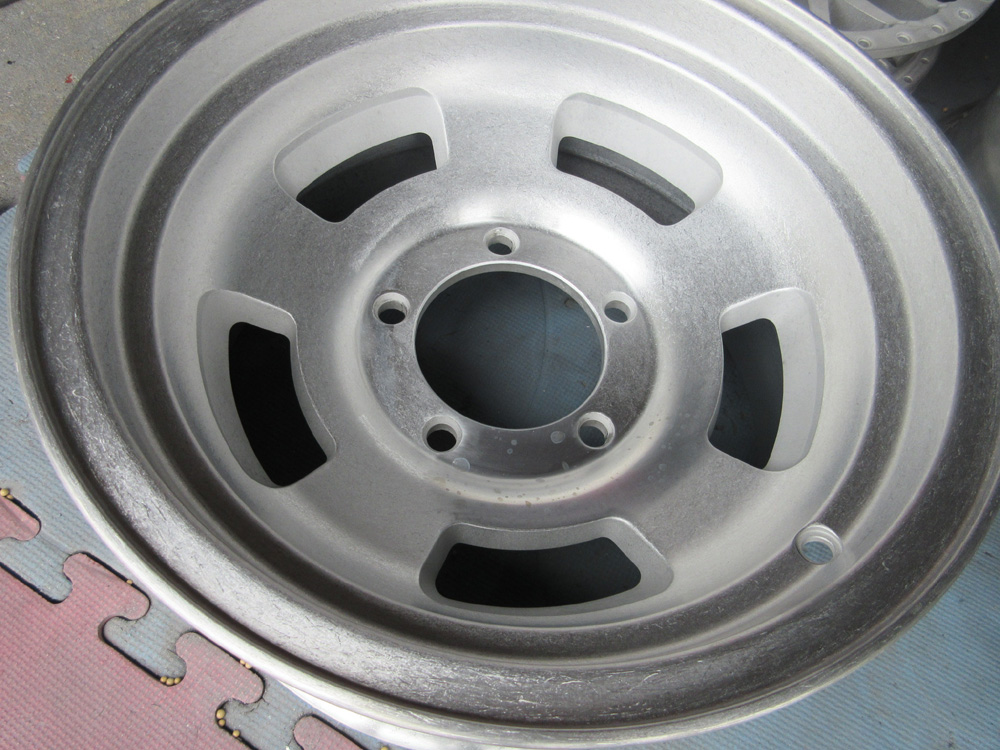
その1・・1Psディッシュ/バレル2次元研磨ノークリアー

静岡県のお客様・・モデル名不明の1Ps鋳造(CAST)ホイールです。元がポリッシュのノークリアーのため酸化白ボケはしてますが常に乾燥した状態のため白ミミズ腐食は起きません。

同年代のポリッシュでも肌の弱い量産式一液型オンクリアーされたポリッシュホイールはアルミ素地とクリアーの間に水が浸入して密封された湿った状態のため白ミミズ腐食が入ります。

ブラスト研磨

ハンドアクション研磨から回転研磨機にてリム研摩
バレル荒研磨からバレル中研磨
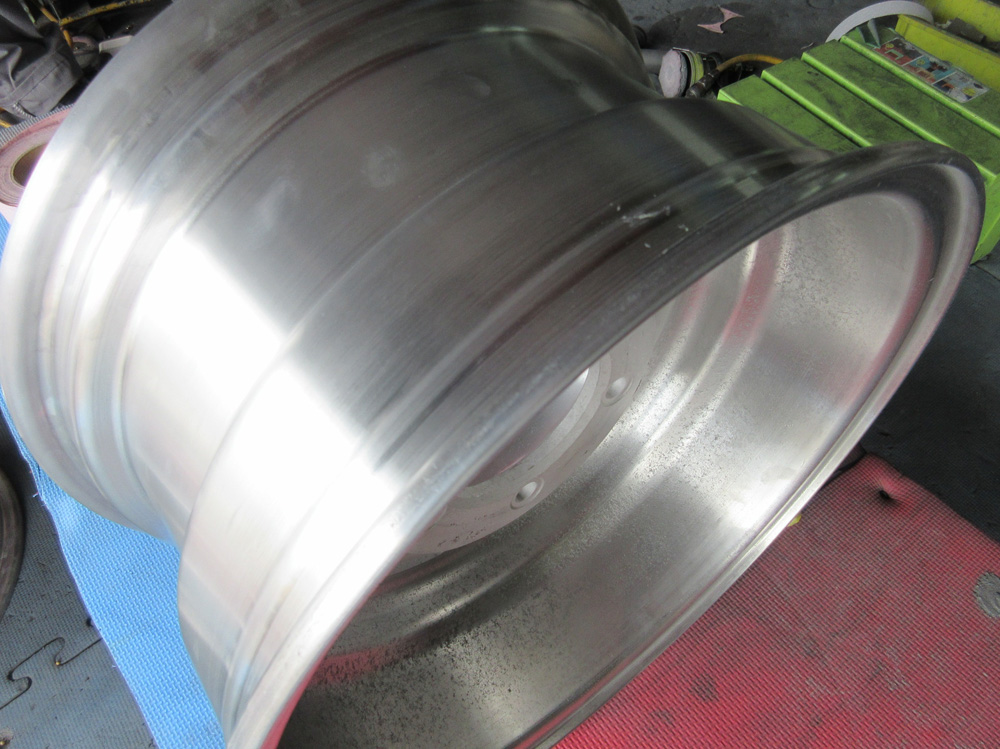
インナーリムから側面リムは回転研磨機にてリム研摩

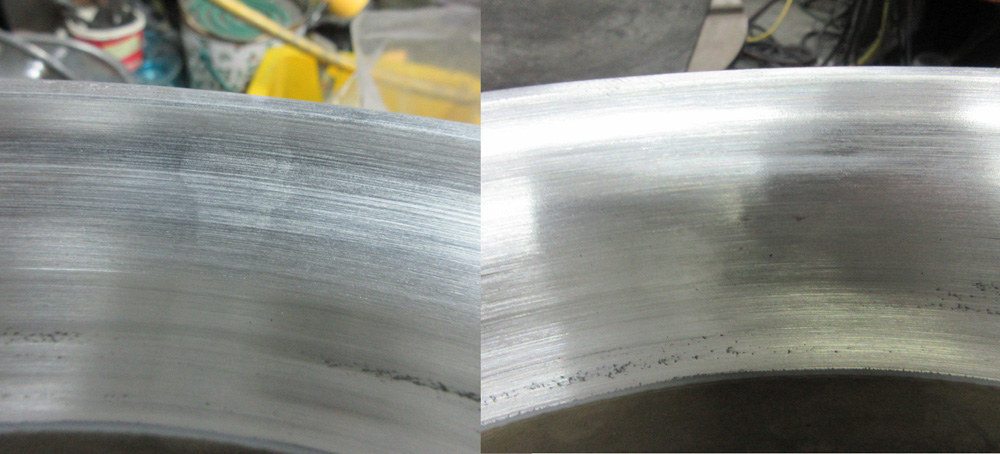
ハンドバフ磨きとバレル仕上げ研磨でペーパー目は無くなるまで数回繰り返します。

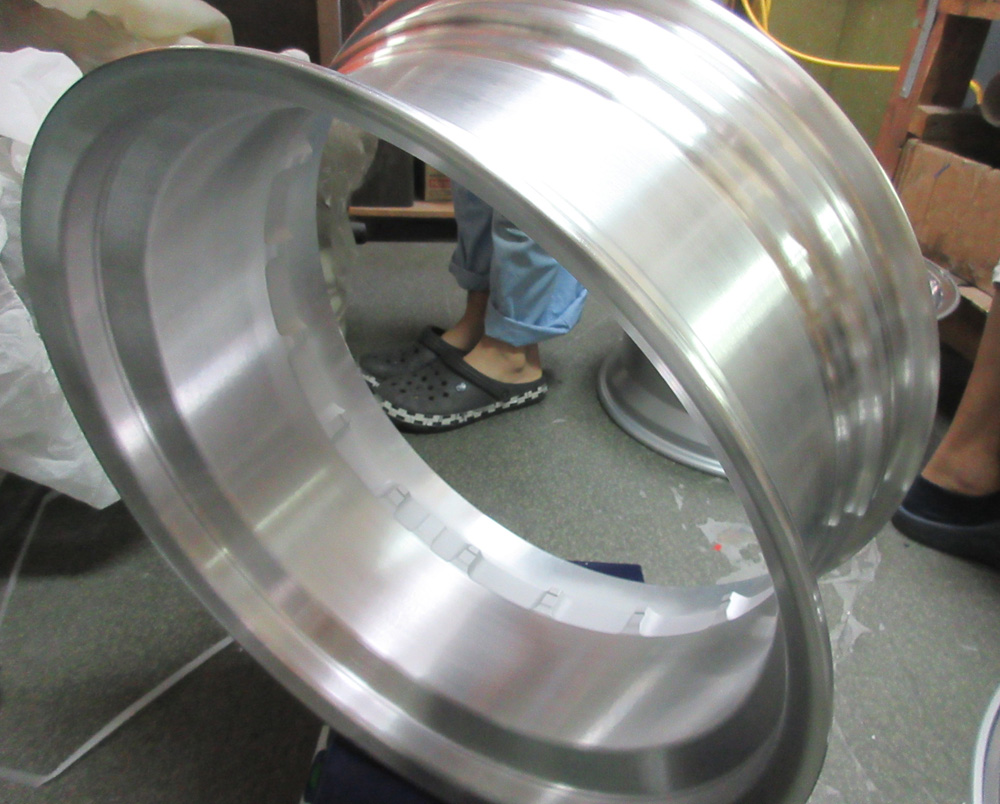
バレル仕上げ研磨の完成です。

インナーリムから側面リムはバレル研磨でついでに綺麗になります。

バフ磨きで避けられない「バフ焼け・バフムラ・バフライン」などを完全に無くして鏡面仕上げするのがバレル研磨です。

プレスタイプの薄いキャップはバレル研磨出来ませんのでバフ磨きとなります。
※薄い板物の凹んだ箇所の修理は出来ません。

オリジナル同様にノークリアー仕上げです。

ノークリアーはオンクリアーの様に白ミミズシミ腐食は入りませんがアルミ素地は酸化白ボケしますので普段小まめなメンテナンスが必要です。
その2・・2Ps無限バレル3次元研磨パウダークリアー

埼玉県のお客様・・・年代モノの割には腐食も無く程度良好です。バレル研磨からパウダークリアーでコーティングします。

インリムの曲り修理
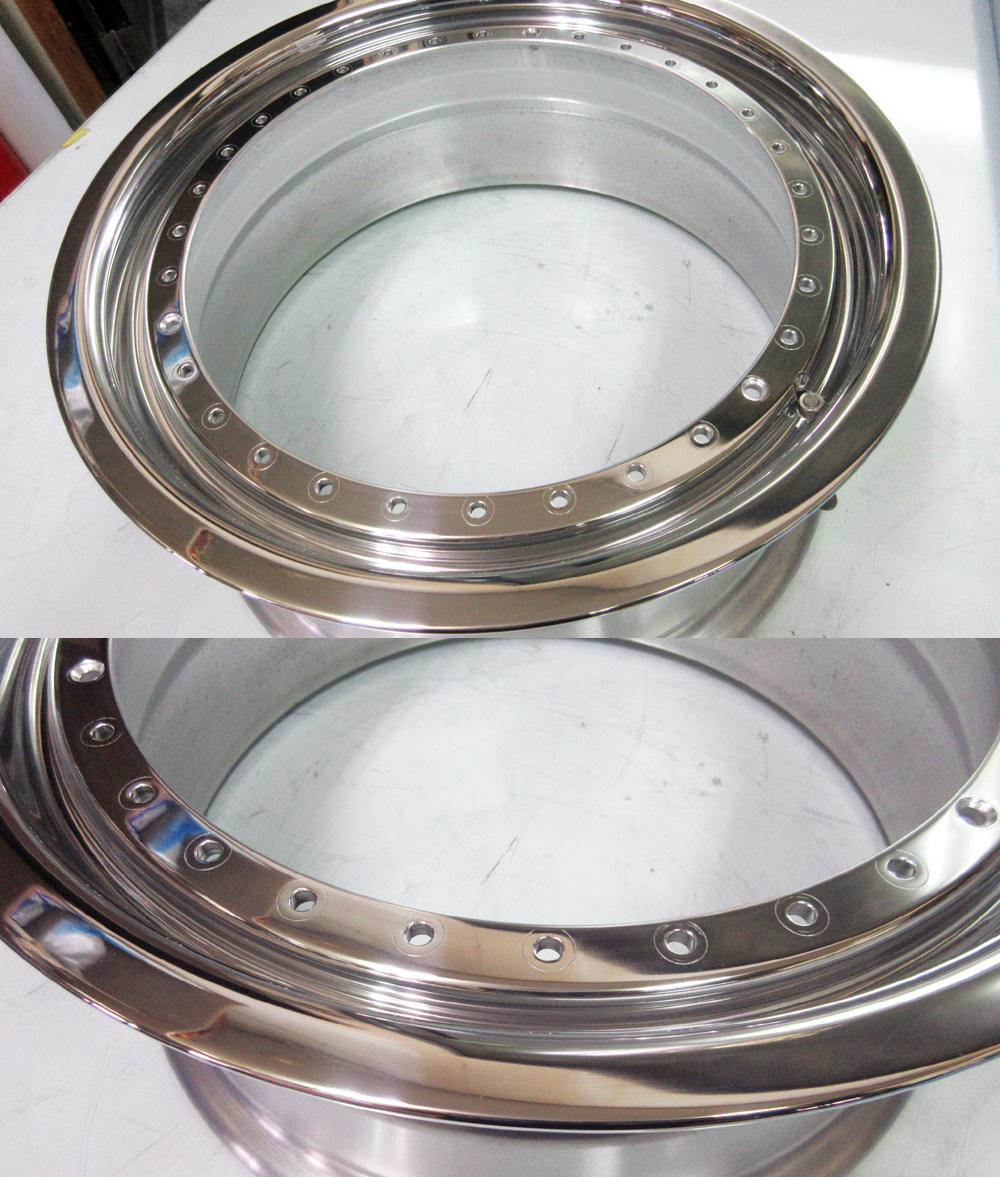
BBFバフ磨きからアウトリムのバレル研磨
鍛造ディスクのためバレル仕上げ研磨フィニッシュ時でクリアー前は鏡面クロームメッキの様な光沢になります。
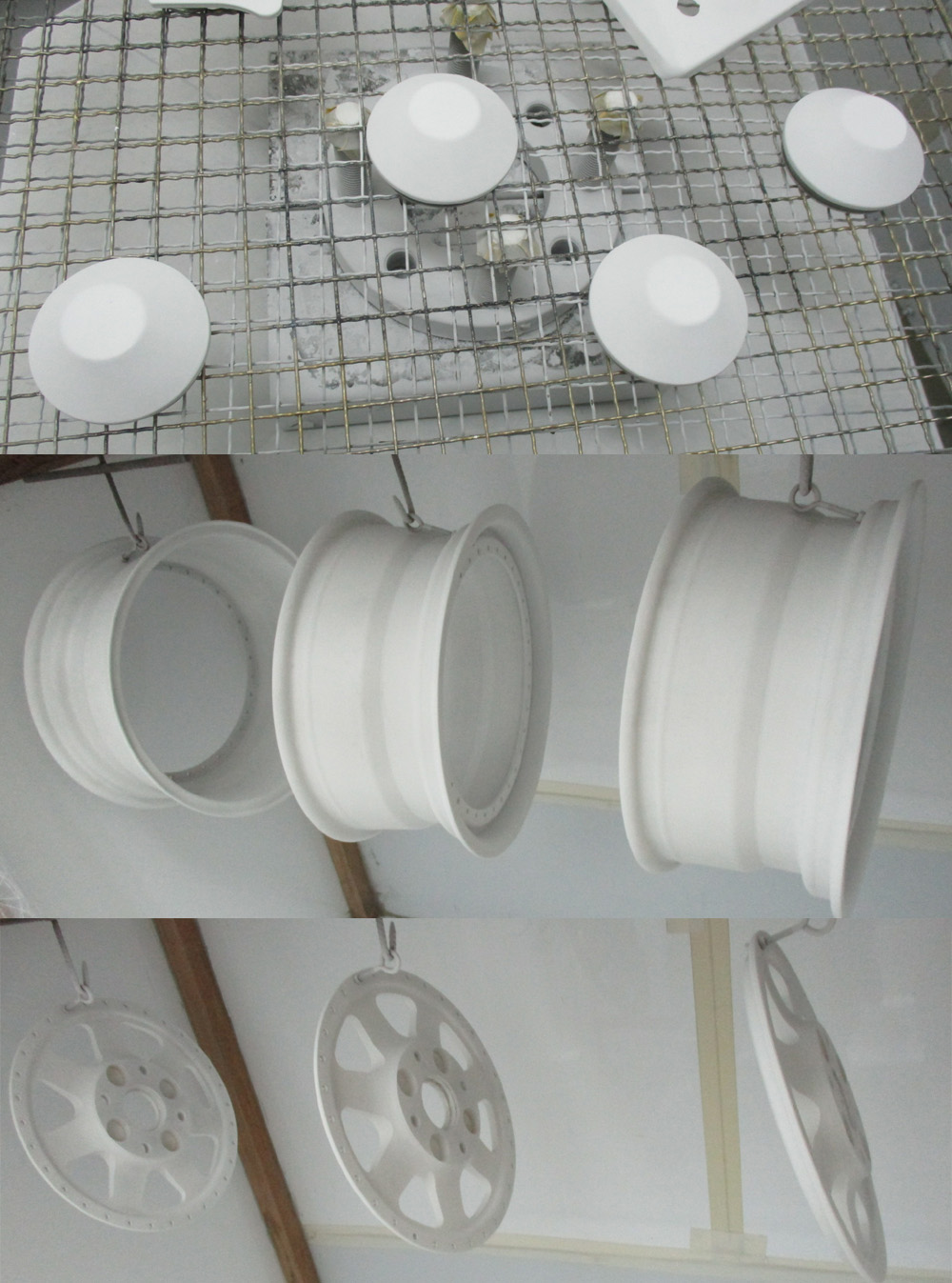
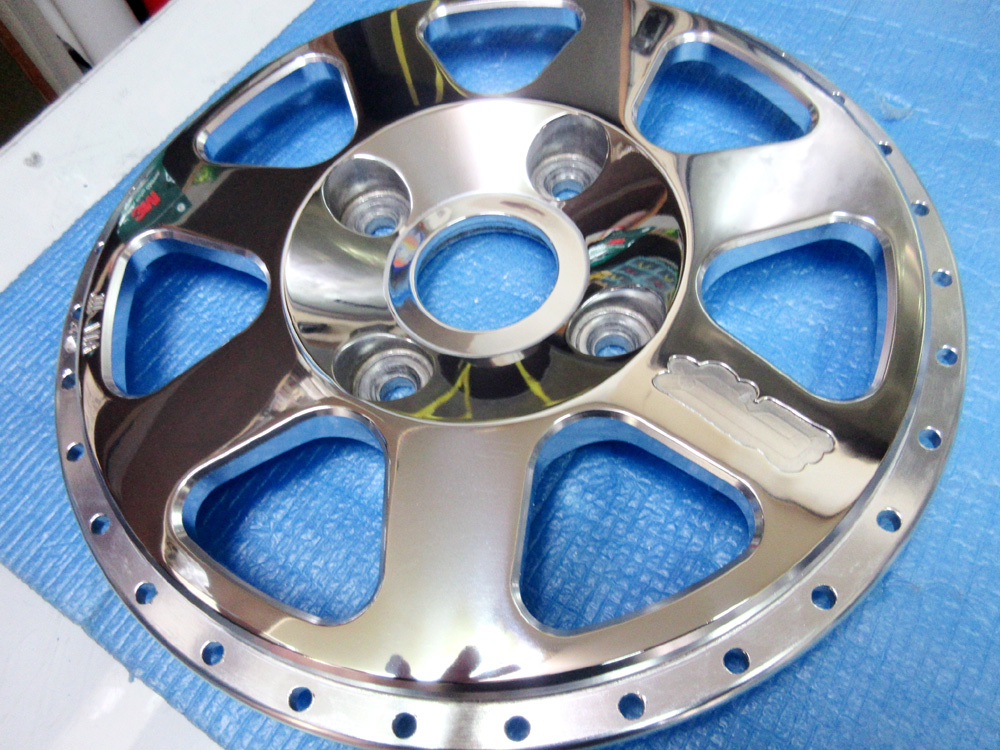
キャップ、2Ps本体、センターディスクのパウダークリアーの静電噴射!

パウダークリアー後に無限ロゴ貼り付け

洗浄研磨したピアスボルトを装着組み付け完成!

インナーリムから側面リムまで丸塗りのパウダーコートは「頑丈肌で密着性が良く塗装が剥げにくい・熱に強いためパットカスが付きにくい・汚れ付着がしにくいため汚れ落ちが良い」など効果的でガラスコーティングなど不要です。

ディスク窓部はマスニング形成された鍛造ディスクのため2次元研磨の料金で実質3次元研磨と同等のフルポリッシュになります。

ピアスボルトが錆びていては見た目効果が半減しますのでピアスボルトは洗浄研磨で再生出来ない場合は再クロームになります。

パウダークリアーは「密着性・褪色性・耐UV性、耐熱性・頑丈肌」など総合的な耐久性は新品時の一液型溶剤クリアーよりは遥かに勝ります。
・・パウダークリアーの特性・・・
磨き肌ポリッシュへのクリアー塗装は密着性が劣るため溶剤のクリアーでは飛び石や干渉傷に弱くなります。それに対してパウダークリアーは「密着性、耐候性、褪色性」などはパウダークリアーが最強ですが厚い樹脂膜のため艶引き感が出る事と傷を入れた場合部分修理が出来ませんので全面パウダークリアー剥離が必要になります。
・・・ノークリアーの長所・・・
素材光沢がそのまま表現されます。クリアー層の下へ入る水の侵入など有りませんの白ミミズ腐食などは無縁です。また少々の傷直しや白ボケは手磨きでユーザー自身でリペアーが出来ます。
・・・ノークリアーの短所・・・
雨泥や塩カリ、降灰が被ったまま放置すると水垢や酸化腐食、白ボケを起こしますので普段のメンテが必要になります。お住まいの環境地域条件にも大きく左右します。
・・ノークリアーのメンテについて・・・
アルミ素地無垢は泥や水気が一番の敵ですので泥汚れは水洗いして乾燥させた後に市販のコンパウンドで手磨きして水弾きの強いワックスを塗ってコーティングしておけば光沢を永く維持出来ます。洗車や磨きを至福の喜びとする方はノークリアーが良いかと思います。
バレル研摩の仕上がりは腐食の有無と素材造りの違い「鋳造(CAST)、鍛造(FORGED)」や「生産国(海外品・国産品)」などで大きく左右されます。
以前当社でバレル研磨したお客様へ!曲りやガリ傷をつけてしまっても低価格で完璧な修理をしてまたピカピカに蘇えらせますので少々のダメージは心配いりません。 アフターケアーは安心してお任せください。
4本フルリフレッシュ・リメークに限り送料往復無料キャンペーン中!
お問い合わせやお見積もりは会社メール nishi@243ok.co.jp の方へお願いいたします。
メール問い合わせのお願い・・携帯からのメールでは一部「受信制限、返信不能、文字化け」など有ります。電話番号が明記されないと、こちらから連絡の取り様が有りませんので必ず電話番号明記の上お願いします。
お名前、ご住所、電話番号など連絡先が明記されて無いメールは「SPAM」迷惑メールと判断して削除されますので回答返信出来ません。
電話受付:平日AM9:00時~PM19:00時
日曜祝祭日はお休み。
電話番号 0995-65-7225
(有)オートサービス西
2016.08.20
OZスカラー裏割れ修理からブラッシュド/パーツ別フルパウダーコート

OZスカラー裏割れ修理からブラッシュド/パーツ別フルパウダーコートOZスカラーオリジナルはリム情報![]() バフポリッシュ一液型溶剤クリアーとディスク&キャップはダイヤモンドカット一液型溶剤クリアーですが、曲り、ガリ傷、裏割れ修理ついでに「密着性・耐UV性、耐熱性・頑丈肌」など総合的な耐久性を重視してパウダーシルバー&ブラッシュドによるフルパウダーコートでの模様替えです。
バフポリッシュ一液型溶剤クリアーとディスク&キャップはダイヤモンドカット一液型溶剤クリアーですが、曲り、ガリ傷、裏割れ修理ついでに「密着性・耐UV性、耐熱性・頑丈肌」など総合的な耐久性を重視してパウダーシルバー&ブラッシュドによるフルパウダーコートでの模様替えです。
量産式一液型溶剤クリアーとワンオフ向きのパウダークリアーとの耐久性の差はその比では有りません。
OZスカラー裏割れ修理からパウダーシルバー&ブラッシュド全パーツフルパウダーコート

栃木県のお客様・・・OZスカラー18インチ曲り、ガリ傷、裏割れ修理ついでに耐久性重視のブラッシュドフルパウダーコートに模様替えします。

ダイヤモンドカットオンクリアー特有の水の侵入による白ミミズ錆び現象です。・・ダイヤモンドカットはエッジが鋭角になためクリアー層が薄く伸びてしまいす。またダイヤモンドカット面へは足付けサイディングが出来ないため直塗りとなり密着性が悪くなるため角部周辺から水の侵入で白ミミズ錆び腐食が進行する原因です。
ポリッシュ腐食現象についてhttp://www.243ok.co.jp/z.,window/simifusyoku.html

リム曲り、ガリ傷、割れ2ヶ所有りの修理から

割れ修理は溶接が満遍なく溶け込む様にV字に開先を取って表裏包む様に溶接します。
溶接部ハンド研磨形成!
※溶接部の研磨形成に時間と手間が掛かります。溶接団子残し修理なら1本10分も掛かりませんので美味しい仕事です。

割れ修理が終われば普段通りパウダーコート下処理の全面研磨します。

インナーリムのパウダーシルバーの静電噴射!

アウトリムも曲り、ガリ傷修理からBBFバフポリッシュして密着性向上を図りガスグラスプライマーの化学処理

アウトリムのパウダークリアー静電噴射!
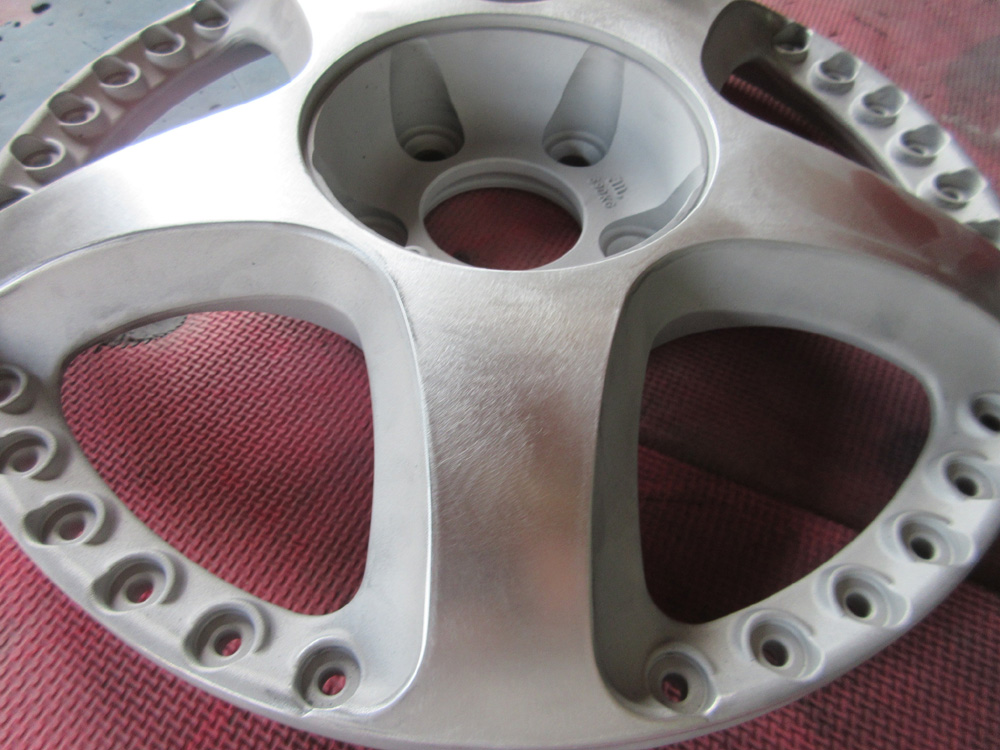
ディスクの「剥離~ブラスト研磨~ハンドアクション研磨~バレル研磨」多くの下処理をしてパウダーシルバーに入ります。※塗装は下処理が命

1コート目ベースカラーとなるパウダーシルバーの静電噴射!

スポーク天面のパウダーシルバーを剥いでブラッシュドの下準備に入ります。

先塗り窓部パウダーシルバーをマスキングガードしてスポーク天面部のみブラッシュド

2コート目となるパウダークリアーの静電噴射!

6角部とプレート一体型のセンターキャップは6角キャップをバレル研磨してプレートはブラッシュドから丸塗りのパウダークリアー静電噴射!

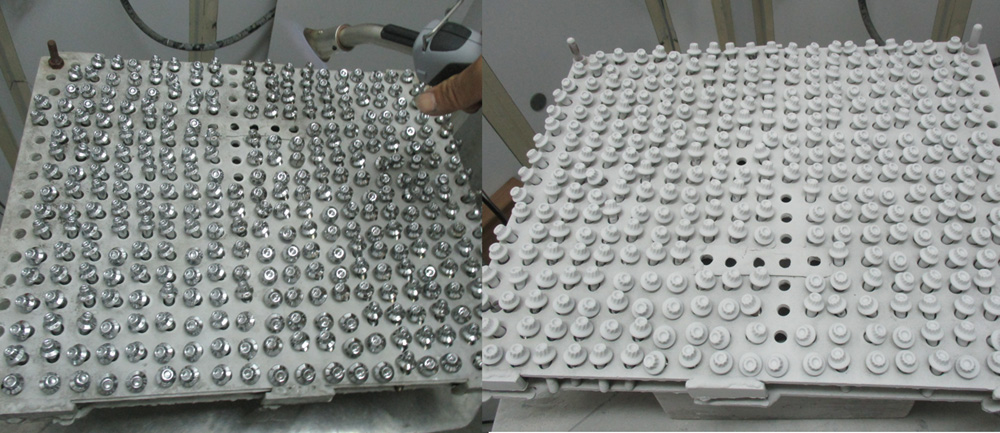
錆びたナットのブラスト研磨からガスグラスプライマーして再錆び防止のためのパウダーシルバーの静電噴射!
ピアスボルトは洗浄研磨してガスグラスプライマーして再錆び防止のパウダークリアーの静電噴射!

全パーツ個別パウダーコートの完成!

組み付け合体完成!

裏リム割れ修理からパウダーシルバー!
裏リムは普段汚れっぱなしでメンテ掃除が出来ませんのパウダーコートにより「頑丈肌で密着性が良く塗装が剥げにくい・熱に強いためパットカスが付きにくい・汚れ付着がしにくいため汚れ落ちが良い」などインリムはパウダーコートがお勧めです。ガラスコーティングなども必要有りません。

ダイヤモンドカットやリムポリッシュへの量産式一液型溶剤クリアーとブラッシュドやリムポリッシュへワンオフ向きのパウダークリアーとの耐久性の差はその比では有りません。

塗膜がモッチリした樹脂膜頑丈肌のパウダークリアーにより
ピアスボルトとアウトリムポリッシュの錆び腐食防止として一役買います。

ブラッシュドには耐久性は基より見た目もパウダークリアーが相性抜群です。

■OZスカラー18インチ/ブラッシュド全パーツフルパウダーコートの詳細■
1・アウターリム・・・・・・・BBFバフポリッシュ(パウダークリアー)
2・インナーリム・・・・・・・割れ修理(パウダーシルバー)
3・センターディスク・・・・パウダーシルバー&ブラッシュド(パウダークリアー)
4・センターキャップ・・・・・バレル研磨&ブラッシュド(パウダークリアー)
5・ピアスボルト・・・・・・・洗浄研磨(パウダークリアー)
6・ナット・・・・・・・・・・・・・ブラスト研磨(パウダーシルバー)
7・エンブレム・・・・・・・・交換無し再利用
8・リフレッシュの完全分解に伴うシーリング打ち直し

装着写真を頂きました。
●インリム割れ修理に付いて●

研摩形成無し溶接団子残しのインリム割れ修理痕が頻繁に舞い込んで来ますが、それらは強度確保が目的らしいですが、団子の上から割れてしまい何の根拠も効果も無く何よりも見た目が不細工で手抜き作業以外何物でも無いです。

さらに悪質な団子残しを平滑面出しのためにコーキングで隠して有る割れ修理です。
※溶接団子残しの手直し修理は全てお断りしています。
OZスカラーの裏割れ修理
↓

普段見えない裏リムとは言えキチンと表裏研磨形成して何処を治したか解らない様に治すのが本来の割れクラック修理です。
※エアーが漏れなければいいってもんじゃ有りません。・・・
■裏リム割れ修理注意点について■
割れないホイールは何十年経っても割れませんが大きな衝撃も無く自然に割れるホイールは素材の原因や使用条件で大きく左右されます。
1・一回割れた箇所は強度が低下しますので同じ箇所の再クラックや他の箇所が割れてもクレームの対象外となります。
2・引っ張りタイヤやシャコタンなどイン側へ極端に負担がかかりますので余計にインリムが割れやすくなります。
再塗装や磨きによるリフレッシュ・リメークは基本土台となるホイール修理が出来てからの話しです。
4本フルリフレッシュ・リメイクに限り送料往復無料キャンペーン中!
お問い合わせやお見積もりは会社メール nishi@243ok.co.jp の方へお願いいたします。
メール問い合わせのお願い・・携帯からのメールでは一部「受信制限、返信不能、文字化け」など有ります。電話番号が明記されないと、こちらから連絡の取り様が有りませんので必ず電話番号明記の上お願いします。
お名前、ご住所、電話番号など連絡先が明記されて無いメールは「SPAM」迷惑メールと判断して削除されますので回答返信出来ません。
電話受付:平日AM9:00時~PM19:00時
日曜祝祭日はお休み。
電話番号 0995-65-7225
(有)オートサービス西
2016.08.18
BBS-RS-GT19インチ/フルパウダーコートによるDSK-P

量産新品の溶剤ハイパー塗装(DBK&DSK)は高級感有るメタル調塗装で社外ブランドホイールや高級車の純正ホイールに多く採用されています。
溶剤ハイパー塗装はベースから銀膜添付、トップコートまで溶剤の4層重ね塗りのため塗装肌が脆く剥げ易いのが最大の弱点欠点でも有ります。
溶剤のハイパー塗装の弱点欠点を補い且つ近い表現で耐久性向上を図るために「パウダーメタルコート&パウダースーパークリアー」フルパウダーコートによるDSK-Pです。
BBS-RS-GTフルパウダーコートによるDSK-P

大分県のお客様・・・曲りガリ傷の無い程度良好なRS-GTの溶剤DSK-Pから耐久性重視のパウダーコートによるDSK-Pに模様替えします。

曲りガリ傷修理が有りませんので早速リムとディスクの塗装剥離に入ります。
インナーリムから側面リムまで2Ps本体の研磨

2Ps本体のパウダーシルバー静電噴射!

アウトリムのBBFバフ研磨からさらにバレル研磨

ポリッシュ面への密着性向上のためのガスグラスプライマーの化学処理プライマー

アウトリムのパウダークリアー静電噴射!

塗装剥離~ブラスト研磨~ハンドアクション研磨

バレル研磨までして確実な下処理仕込みをします。塗装は下処理が命!

1コート目パウダーメタルコートの静電噴射!

1コート目のパウダーメタルコートで銀色に輝くメッキ調になりその上にパウダースーパークリアーを塗ればハイパーシルバー(DSK)調になります。

2コート目のパウダースーパークリアーの静電噴射!

ピアスボルトを洗浄研磨して組み付け完成

インナーリムから側面リムまでパウダー2コートでがっちりガードしていますので「頑丈肌で密着性が良く塗装が剥げにくい・熱に強いためパットカスが付きにくい・汚れ付着がしにくいため汚れ落ちが良い」などこれ以上ないより効果的な塗装ですのでガラスコーティングなど一切不要です。

溶剤のDSKに比べればやや暗めですがシルバーの高輝度は溶剤のDSKより勝りさらに塗膜の頑丈肌は溶剤ハイパー塗装の比では有りません。

アウトリムポリッシュはバレル研磨により映り込みの有る鏡面ポリッシュです。

パウダーコートDSK-Pによる耐久性有る美しいRS-GT

パウダーコートDSKは溶剤のDSKとほぼ近い表現となり色見がやや濃い目では有りますがギラギラ感の無い高輝度はなどや総合的な耐久性の観点からDSKに関してはパウダーコートDSKの方が絶対有利です。
パウダーコート(DBK&DSK)は200℃高温焼き付けの樹脂膜のため「密着性、耐光性、耐色性、耐熱性、頑丈肌」など溶剤ハイパー塗装とは比べモノにならないレベルですが、完全無欠な塗装などは有りませんので弱点欠点も有ります。
・・パウダーコート(DBK&DSK)の弱点欠点・・
1・パウダーコートは粉(個体)の静電気蒸着方のためプラ樹脂製は通電せず高温焼き付けに耐えきれませんので金属製以外のモノは施工が出来ません。
2・液体ガン吹き溶剤塗装の様に臨機応変に部分塗装修理が出来ません。
3・200℃高温焼き付けのため「虫食い、腐食、巣穴」の酷いモノは空気発泡現象が起きます。
4・パウダーコート(DSK)は溶剤DSKとほぼ同じ色調色合いになりますが、パウダーコート(DBK)はやや青赤みが有り溶剤DBKとは若干の色ずれが有ります。
【溶剤ハイパー塗装とパウダーコート塗装肌の強度比べ】 実験YouTube動画
https://www.youtube.com/watch?v=EwgV3IQNJiU
■溶剤ハイパー塗装の特性のおさらい■
ハイパー塗装は一般的な調色した溶剤2コートカラー塗装と違い4~5層の塗装を重ねたレイヤー式のメタル調表現のため密着性を犠牲にして成しえる高級感あるハイパー塗装になります。
ハイパー塗装はベースカラーの上へ銀膜から最終のトップコートまでの中間塗装はサイディングや密着剤添付が出来ません。つまりベース上の中間から上の層まではバームクーヘンのように挟んで重ねてあるだけのため密着が悪くなり飛び石に弱く、また取り付け時の工具干渉やタイヤ組み付け傷など付きやすく塗装肌が軟弱な事が最大の弱点ですのでタイヤ組み付けや装着作業また普段のメンテなど極デリケートに扱いう必要が有ります。
それら密着性を犠牲にして特殊なカラー表現ですので高級特殊塗装と言われる(ハイパーやスパッタリングメッキ)は重ね塗り手法のためカスタム塗りも社外量産新品や純正ホイールなどハイパー塗装は全て高圧洗浄機や洗車機は絶対厳禁です。
※ハイパー銀膜の上に直接クリアーコートして有るためリムへシールなど貼ってシールを剥いだ時にクリアーも付いて剥げる事も有りますのでご注意ください。
再塗装や磨きによるリフレッシュ・リメークは基本土台となるホイール修理が出来てからの話しです。
4本フルリフレッシュ・リメークに限り送料往復無料キャンペーン中!
お問い合わせやお見積もりは会社メール nishi@243ok.co.jp の方へお願いいたします。
メール問い合わせのお願い・・携帯からのメールでは一部「受信制限、返信不能、文字化け」など有ります。電話番号が明記されないと、こちらから連絡の取り様が有りませんので必ず電話番号明記の上お願いします。
お名前、ご住所、電話番号など連絡先が明記されて無いメールは「SPAM」迷惑メールと判断して削除されますので回答返信出来ません。
電話受付:平日AM9:00時~PM19:00時
日曜祝祭日はお休み。
電話番号 0995-65-7225
(有)オートサービス西
ホイール修正・リフレッシュ・リメークは
「全国対応のカスタム専門プロショップ 」オートサービス西へ
![]()