仕上げ実績・ブログ
2016.03.12
BBS-RS17インチ/軽四用17x6.0J-100-4Hリム交換ピッチ加工/オフセット講座
17x7.0J/114.3-5H/OFF+45から軽四用17x6.0J/100-4H/OFF+39にリム幅スライス加工によるカスタマイズRS17インチです。
ほぼ毎日施工しているRSのリム交換やリフレッシュ・リメークですが、今回のブログはピッチ加工からのリム交換とパット面スライスによるオフセット講座がメインテーマですので長分では有りますがより解りやすいように計算数値による案内をしますので興味のある方は最期まで目を通して見てださい。
BBS-RS17インチから軽四用6J-100-4Hピッチ加工カスタムリメーク

青森県のお客様・・・色あせは有りますが腐食も無く程度良好な17x7.0J/114.3-5H/OFF+45から17x6.0J/100-4H/OFF+40の軽四用にカスタマイズリメークをします。

年代モノですので曲り、ガリ傷の無いモノはほぼ有りませんのでしっかり検品して基本中の基本、曲りガリ傷修理から!

塗装の下処理仕込みとしてディスク&メッシュプレートの剥離からブラスト研磨してアクション研磨さらにバレル研磨までします。塗装は下処理が命です。

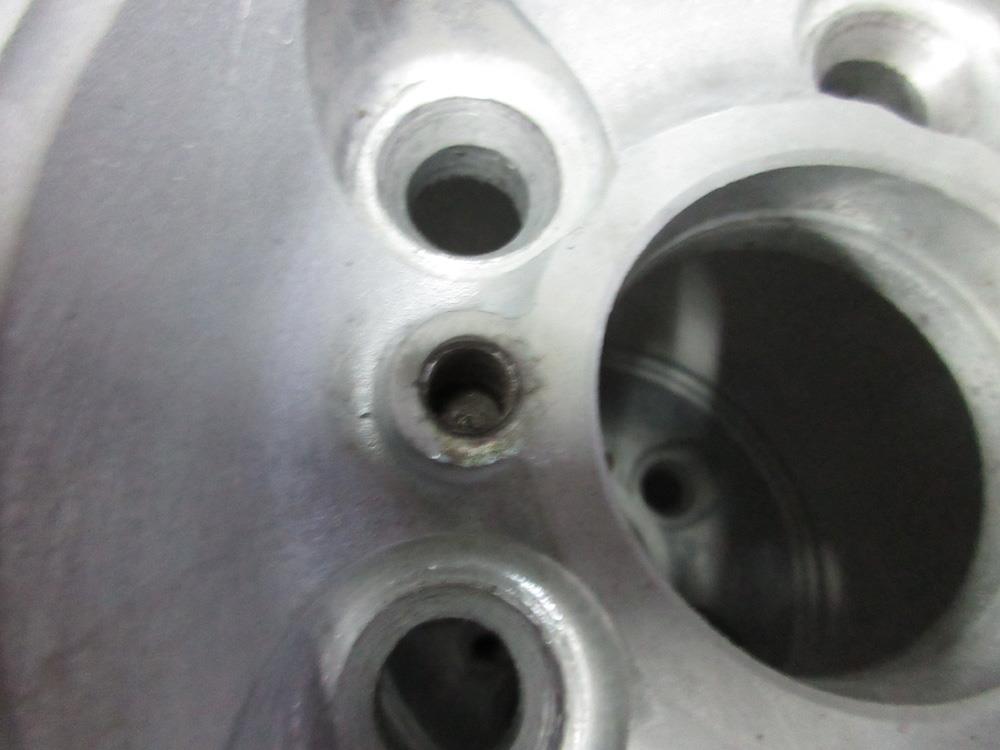
5H~4Hその逆4H~5Hは穴が交差しますので一ヶ所溶接埋めを要します。
4H~4Hや5H~5Hなど同ホールの場合は対角線上にピッチ加工可能なため溶接埋めが有りませんのでピッチ加工にはより理想的です。

弾丸ナット仕様の5H~4Hの100-4Hピッチ加工、ディスク下駄の高さ18.5㎜から11.8㎜にスライスしてオフセットを+39にします。

弾丸ナット仕様の理想的な4H~4Hの100-4Hピッチ加工、ディスク裏面は下駄逃げ加工とオフセット変更を兼ねたパット面スライス加工!
※4H~4Hの場合溶接埋めは必要有りませんが、ディスクのパッと面をオフセットスライス加工した場合は元穴114.3-4Hは使えません。

再利用する0.5Jのアウトリムは曲り、ガリ傷修理からBBFバフポリッシュノークリアー仕上げで完成です。
※再利用する0.5Jのアウトリムは曲りガリ傷の有無よりポリッシュの腐食の程度こそが重要なポイントです。

6角キャップのバレル3次元研磨からパウダークリアー

社外の5.0Jインナーリムは研磨し直しして当社定番となったパウダーグロスブラック

錆びたピアスボルトの再クローム

錆びたナットはブラスト研磨化成処理してパウダーシルバー※ナットも再クローム出来ない事は有りませんがコストが掛かりますので錆び止め防止という事でコストのかからないパウダーコートでの対処です。

全パーツの完成!

RS軽四用17x6.0J/100-4H/OFF+39の完成です。

裏リムは普段汚れっぱなしでメンテ掃除が出来ませんのパウダーコートにより「頑丈肌で密着性が良く塗装が剥げにくい・熱に強いためパットカスが付きにくい・汚れ付着がしにくいため汚れ落ちが良い・黒は汚れが目立たない」などの利点から当社の定番となったインリムカラーはパウダーコートが絶対お勧めです

テカテカに磨きこんだリムと再クロームしたピアスボルトでビジュアルも格段にUP!

■RS17x6.0J/100-4H+39/カスタマイズリメークの詳細■
・アウターリム・・・・・・・0.5Jx4枚/BBFバフポリッシュ(ノークリアー)
・インナーリム・・・・・・・5.0Jx4枚交換/パウダーグロスブラック
・センターディスク・・・・溶剤シルバーメタ
メッシュプレート・・・・・溶剤シルバーメタ
・6角キャップ・・・・・・・・バレル研摩(パウダークリアー)
・ピアスボルト・・・・・・・再クローム
・ナット・・・・・・・・・・・・・パウダーシルバー
・エアーバルブ・・・・・・・洗浄研磨再利用
・エンブレム・・・・・・・・・研磨レンズクリアー
・完全分解に伴うシーリング打ち直し
ここからが本題です。
↓
★・・リムサイズ変更&スライス加工によるオフセット講座・・★
軽四用としてカスタムマイズする第一条件としてローディスクを選ぶ事とハブ径が大きめなモノ出来れば同ホールをベースとして選ぶ事が重要ポイントです。
※RS17インチには4Hは存在しませんので全て5Hになります。
そこでお客様へ提案したベースRSは「17x7.0J/OFF+45」を選択提出して頂きました。
その理由としてより一番浅いアウターリムと一番浅いローディスクが必要だからです。軽四用はインナーの交換は必須条件です。
16、17インチでは今回のディスクの下駄が一番浅いタイプです。これ以下の浅いローディスクは有りません。
しかしいくら浅いローディスクとは言え普通乗用車用の7.0JのRSを6.0Jにしたからと言って現行軽四にそのまま使える訳がありませんのでオフセット変更や車両側の足回りの改造も必要です。
17x7.0J/114.3-5H/OFF+45と軽四用17x6.0J/100-4H/OFF+39のオフセットの計算方法!
・・・ベースRS17x7.0J/114.3-5H/OFF+45のスペック・・・
「アウトリム0.5J+ディスク挟み厚0.5J+インリム6.0J」の7.0J
※ディスクの下駄の高さ18.5㎜
■17x7.0J/114.3-5H/OFF+45のオフセット計算方法■
トータルサイズ7.0J(177.8㎜)中心線177.8÷2=88.9㎜
アウト0.5J(12.7㎜)+ディスクの重ね厚0.5J(12.7㎜)+ディスク下駄の高さ(18.5㎜)合計43.9㎜
7.0J(177.8㎜)のセンターは÷2の88.9㎜
88.9㎜の中心部と43.9㎜の誤差がオフセットになりますので
88.9㎜-43.9㎜=45・・・17x7.0J/114-5H/OFF+45
・・・リム交換17x6.0J/100-4H/OFF+40のスペック・・・
「アウトリム0.5J+ディスク挟み厚0.5J+インリム5.0J」の6.0J
※ディスクの下駄の高さ18.5㎜から6.7㎜スライスして11.8㎜
■17x6.0J/100-4H/OFF+39のオフセット計算方法■
トータルサイズ6.0J(152.4㎜)中心線/152.4÷2=76.2㎜
アウト0.5J(12.7㎜)+ディスクの重ね厚0.5J(12.7㎜)+ディスク下駄の高さ(11.8㎜)の合計37.2㎜
6.0J(152.4㎜)のセンターは÷2の76.2㎜
76.2㎜の中心部と36.9㎜の誤差がオフセットになりますので
76.2㎜-37.2㎜=39・・・17x6.0J/100-4H/OFF+39
※1):1ミリ前後の誤差は出ますが、15x6.0J/100-4H/OFF+38のRS189とほぼ同じサイズ、オフセットになります。
※2):スライス数値はディスクの肉厚や構造にもよりますが3~7ミリ程度が限界値です。
勘違いが多いRS15インチ/「RS189&045/15x6.0J+38」と「RS033/15x6.5J+34」の違いに付いて
RS15インチで100-4Hピッチの「RS189&045/15x6.0J+38」と「RS033/15x6.5J+34」のディスク高さが違う2種類を例に紹介します。
※RSの15インチ100-4Hピッチでも本来乗用車用のホイールですので、軽四用では有りません。
RS189&045/15x6.0J+38は国産のBBSで当時のシビック、カローラなどFF乗用車用
RS033/15x6.5J+34は当時の西ドイツ製でBMW、ゴルフⅠ・ⅡなどFF&FR乗用車用
RS189&045/15x6.0J+38のスペック※ディスク下駄の高さ(12.8㎜)
「アウト0.5J(12.7㎜)+ディスクの重ね厚0.5J(12.7㎜)+インリム5.0J(127㎜)」合計6.0J(152.4㎜)
ディスク下駄の高さ(12.8㎜)でオフセットが6J+38になります。
RS033/15x6.5J+34のスペック※ディスク下駄の高さ(23.15㎜)
「アウト0.5J(12.7㎜)+ディスクの重ね厚0.5J(12.7㎜)+インリム5.5J(139.7㎜)」合計6.5J(165.1㎜)
ディスク下駄の高さ(23.15㎜)でオフセットが6.5J+34になります。
RS189&045のディスク下駄の高さ(12.8㎜)とRS033のディスク下駄の高さ(23.15㎜)は約11㎜背の高いハイディスクになります。

左RS189&045で右RS033のディスク下駄の高さの違い!
※現行のノーマル軽四にRS189を装着してもリムが若干はみ出ますがRS033を装着すればリムがはみ出る以前の問題でディスク自体がフェンダーからはみ出ます。
RS033/15x6.5J+34のインリム5.5Jから5.0Jに交換してRS198と同じ6.0Jにしてもディスクが約11㎜高い分38から11を引けば27㎜になりますのでですのRS033は6.0Jにすれば約+27になります。
※ディスクの背が高い方がOFFがマイナス側になります。
RS189&045/15x6.0J+38 ※4㎜スライスして+42
RS033/15x6.0J+27 ※4㎜スライスして+31
※60度テーパーからM12ストレート穴の長さが8ミリ前後ですので肉厚確保の観点から4㎜位までがスライスの限界値です。
【例】・・15x6.0J+38のアウトリム0.5Jから1.0Jに交換した場合/トータルサイズ6.5J=165.1÷2=85.22
アウト1.0J(25.4㎜)+ディスクの重ね厚0.5J(12.7㎜)+ディスク下駄の高さ(12.8㎜)合計50.9㎜
85.22-50.9=+34.32
アウトリムを1.0JにUPした15x6.5J+34とアウトリムが0.5Jの15x6.5J+34はディスク下駄が厚い(23.15㎜)その分アウトリムが0.5J細くなる訳です。
結果RS033/15x6.5J+34は軽四用には厳しいです。
※ディスクの下駄厚みこそが一番重要です。
■ディスク下駄の高さの計測方法■
ホイールにオフセット数値が表記されている場合はディスクの挟み厚0.5Jは共通サイズでホイール本体幅(JJ)・アウトリムの幅(JJ)・インリムの幅(JJ)を計測すれば算出出来ます。
ディスク下駄の高さが計測出来ればディスクがホイールの基準になりますのでアウト&インリムサイズを換えても下記の計算式でオフセット数値が出ます。
【例】・・RS198/15x6.0J+38の場合/ホイール本体サイズ6.0J(152.4㎜)中心線/152.4÷2=76.2㎜
アウト0.5J(12.7㎜)+ディスクの重ね厚0.5J(12.7㎜)+オフセット+38㎜=63.4㎜
76.2-63.4=12.8
ディスクの下駄の高さの答え12.8㎜
※ホイールにオフセット数値が表記されている場合はディスクの挟み厚0.5Jは共通サイズでホイール本体幅(JJ)・アウトリムの幅(JJ)・インリムの幅(JJ)を計測する事から始まります。
■リム交換によるオフセット計算方法■
【例】・・「RS137/114.3-5H/OFF+45」と「RS243/114.3-4H/OFF+33」を軽四用の16x6.5J+45にする場合
「RS137/114.3-5H/OFF+45」は「アウト0.5J+ディスク挟み厚0.5J+イン6.0J」トータルサイズ7.0Jで6.5Jにする場合はインリムを6.0Jから5.5Jと交換して6.5Jになります。
※インリムをさらに5.0Jと交換すれば16x6.0Jになります。
「RS243/114.3-4H/OFF+33」は「アウト1.0J+ディスク挟み厚0.5J+イン5.5J」トータルサイズ7.0Jで6.5Jにする場合アウトリム1.0Jから0.5Jと交換して6.5Jになります。
※インリムをさらに5.0Jと交換すれば16x6.0Jになります。
●アウトリム又はインリムを交換して6.5Jにした場合
6.5J/165.1÷2=82.55
「アウト0.5J(12.7㎜)+ディスクの重ね厚0.5J(12.7㎜)+ディスク下駄の高さ(17.8㎜)」合計43.2㎜
82.55-43.2㎜=39.35
6.5J+40
約+40㎜から6㎜スライスして
40㎜+6㎜=16x6.5J+45 になります。
●インリム5.0Jと交換して6.0Jにした場合
6.0J/152.4÷2=76.2
「アウト0.5J(12.7㎜)+ディスクの重ね厚0.5J(12.7㎜)+ディスク下駄の高さ(17.8㎜)」合計43.2㎜
76.2-43.2=33
6.0J+33
約+33から7㎜スライスして
33㎜+7㎜=16x6.0J+40 になります。
※16&17インチは7.0Jからの設定で16インチの純正インリムは5.5Jまで17インチのインリム6.0Jまでのため5.0J以下のサイズは社外インリムの交換が必要です。※社外インリム5.0J/1枚/36.000円~
以上です。
オフセット講座ご理解頂けたでしょうか?
リム交換などする場合はディスクとの相対関係などよく理解してきださい。不明な点はお気軽にお問い合わせください。
リム交換、再塗装、磨きによるカスタムリメークは肝心要の曲り、ガリ傷修理が出来てからの話しです。
4本フルリフレッシュ・リメークに限り送料往復無料キャンペーン中!
お見積は
会社メール nishi@243ok.co.jp の方へお願いいたします。
メール送受信のお願い・・携帯からのメールでは一部「受信制限、返信不能、文字化け」などが有り電話番号が明記されないと、こちらから連絡の取り様が有りませんので必ず電話番号明記の上お願いします。返信不能な場合はこちらからお電話いたします。
電話受付:平日AM9:00時~PM19:00時 ※日曜祝祭日はお休みです。
電話番号 0995-65-7225
(有)オートサービス西
- カテゴリー:
- BBS-RS/リム交換によるオフセット講座
2016.03.10
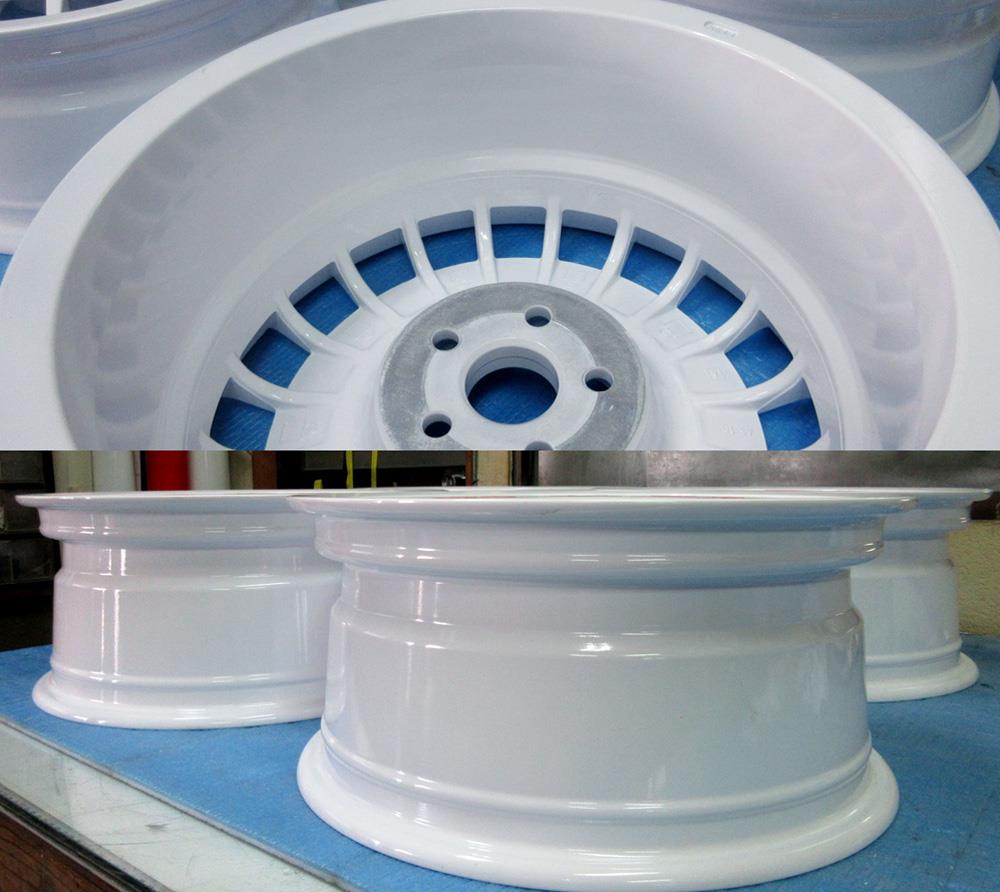
OZラリーレーシング/キャップレス仕様/パウダースーパーホワイト
OZラリーレーシングのアルミ溶接埋めの研磨形成によるキャップレス仕様からパウダースーパーホワイトです。
特別な指定カラーを要さない丸塗りのカラー再塗装はパウダーコートが絶対お勧めです。
※ガラスコーティングは溶剤塗膜を保護するためのモノで、パウダーコートの場合はガラスコーティングなど不要となりメンテも楽々になります。
OZラリーレーシング/キャップレス仕様/パウダーコートスーパーホワイト

東京都のお客様・・・OZのキャップレス加工2回目のオーダーです。前回はパウダーコート導入前でしたので溶剤ホワイト対応でしたが今回はパウダーコートによるOZのキャップレス仕様にします。

アウト&インリムの曲り修理から※古いホイールで曲がって無いホイールなど殆ど有りませんから!
キャップ締めの鉄ピンが取れないとアルミ溶接埋めが出来ませんのでこれを取るのに難儀しました。

キャップ溝が無くなるまで研磨削除してピン柱の穴はパテ埋め補修が簡単ですが、それでは自然な形丸みが出ません。

溝段差が消えるまでの削り込み切削やパテ埋めでは無く拘りのアルミ溶接埋め!

溶接痕の研磨形成の完成!

形成が出来ればパウダーコートのための仕込みブラスト研磨をします。

鋳造(CAST)ホイールは砂肌ゆず肌の表面が粗いためアクション研磨で天面を平滑研磨します。

インナーリムから側面リムは回転研磨機で隅々まで研磨

さらにバレル荒研磨でもうひと手間かけた仕込みです。
パウダースーパーホワイトまでの下処理仕込みは完璧です。
※塗装は下処理が命!

パウダースーパーホワイトの静電噴射

Adobe Illustratorで造ったロゴデータをカッティングプロッターでカットしてカス取りはアナログな手作業でロゴシールを作ります。※カッティングシートは3M社製の高級シートを使用しています。

OZロゴシールを貼り付けてキャップレスOZレーシングの完成です。
丸塗りのパウダーコートは「頑丈肌で密着性が良く塗装が剥げにくい・熱に強いためパットカスが付きにくい・汚れ付着がしにくいため汚れ落ちが良い」などで普段のメンテが楽々でガラスコーティングなど一切不要です。

自然な丸みのあるキャップレス仕様になりました。

奥バッタ角など溶剤では上手く届かず均一な塗装が難しいですがパウダーコートは静電気による粉ですので隅々まで満遍なく塗装が載ります。

パウダーコートのレベリングは下処理次第で決まります。

旧車セリカの定番・・OZラリーレーシングキャップレス仕様!
再塗装や磨きによるリフレッシュ・リメークは肝心要の曲り、ガリ傷修理が出来てからの話しです。
4本フルリフレッシュ・リメークに限り送料往復無料キャンペーン中!
お見積は
会社メール nishi@243ok.co.jp の方へお願いいたします。
メール送受信のお願い・・携帯からのメールでは一部「受信制限、返信不能、文字化け」などが有り電話番号が明記されないと、こちらから連絡の取り様が有りませんので必ず電話番号明記の上お願いします。返信不能な場合はこちらからお電話いたします。
電話受付:平日AM9:00時~PM19:00時 ※日曜祝祭日はお休みです。
電話番号 0995-65-7225
(有)オートサービス西
- カテゴリー:
- OZラリー&キャップレス加工リフレッシュ
2016.03.07
ギャルソン&ボイド2Ps溶接ハメ殺しのスーパーポリッシュバレル3次元研磨
ギャルソン&ボイドは2Psですがディスクが鋳造でリムが合金プレスの材質と表面処理工法がそれぞれ違う2Ps溶接ハメ殺しへのバレル研磨フルポリッシュです。
一体型の1Psや解可能な2Ps&3Psは新品同質の各種表面処理やカスタムマイズなど様々な施工が可能ですが、2Ps溶接ハメ殺しはパーツ別に新品同質の各種表面処理が出来ませんので単品修理やワンオフカスタマイズなど施工内容が極一部に限られます。
バレル研磨なら何とかフルポリッシュが可能ですがリムとディスクがくっ付いたままでの研磨作業は面倒で手間の掛かる厄介な構造のホイールです。
ギャルソン&ボイド2Psハメ殺しバレル3次元研磨パウダークリアー&ノークリアー
その1・・スパッタリングメッキ&アルマイトリム2Psハメ殺しのバレル3次元研磨フルポリッシュ/パウダークリアー

兵庫県のお客様・・ディスクがスパッタリングメッキ、キャップが樹脂メッキ、リムが合金プレスの素材と表面加工がそれぞれ違う2Psハメ殺しのギャルソンです。

ダミーボルトは2~3個折れて外れないモノも有りダミーボルトの脱着は素材により難儀で厄介なモノです。

リムは研磨機にて回転研磨してディスクはハンド研磨します。

2Psハメ殺しはリムを磨き際ディスクが邪魔になりディスクを磨く際はリムが邪魔になるためお互いの研磨が非常にやりずらい構造です。

研磨下処理の途中経過写真を忘れましたのでいきなりバレル仕上げ3次元研磨の完成です。

2Psハメ殺し本体丸塗りのパウダークリアーの静電噴射!

さらに厄介なのがプラ製の樹脂メッキのキャップです。

金属膜のメッキ層が浮いて金属の断層が出るため研磨してメッキ層をある程度剥いで平滑面を出すのに苦労します。

プラ樹脂製のダミーボルト交換

ダミーボルトを装着して完成です。


リムは腐食が腐食が酷かったため研磨では取れない腐食痕残りが有りましたが心配したパウダークリアーによる沸き発泡現象が有りませんでしたのでがここはひとまず無事上手く入った

プラ樹脂製のキャップは磨けませんので再樹脂メッキするか塗装するかの方法となりますがコスト的に1/4程度で収まる塗装式のDSKになります・
その2・・バフポリッシュ&アルマイトリム2Psハメ殺しのバレル3次元研磨フルポリッシュ/ノークリアー

福島県のお客様・・ディスクとキャップは鋳造のバフ磨きでリムは合金プレスのバフ仕上げのボイドです。

リム曲り修理から

リムは研磨機にて回転研磨してディスクはハンド研磨します。

こちらも2Psハメ殺しのためリムを磨き際ディスクが邪魔になりディスクを磨く際はリムが邪魔になるためお互いの研磨が非常にやりずらい構造ですがダミーボルトが無い分助かりました。
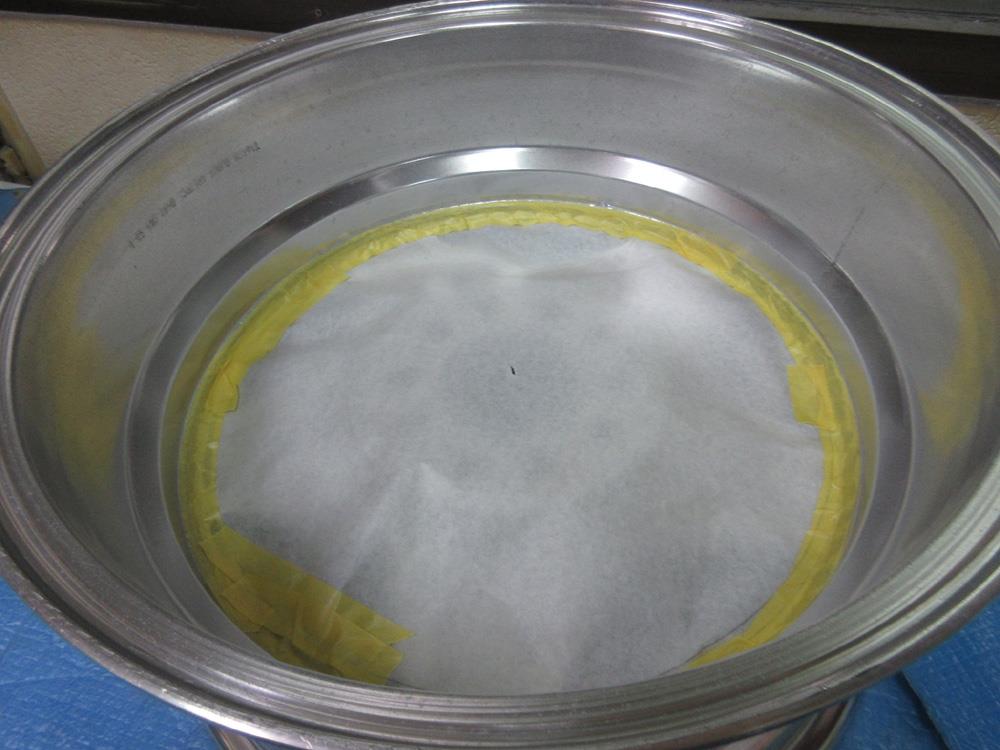
今後のメンテを考慮して今回はインナーリムから側面リム面のみのパウダークリアーでコーティングしますのでディスク部をマスキングします。

インナーリムから側面リム面のみのパウダークリアーの静電噴射!

ハンド研磨からハンドバフ磨きしてバレル仕上げ研磨の繰り返しをします。

バレル3次元研磨の完成です。

インナーリムから側面リムまで丸塗りのパウダーコートをした理由・・「頑丈肌で密着性が良く塗装が剥げにくい・熱に強いためパットカスが付きにくい・汚れ付着がしにくいため汚れ落ちが良い」などで普段のメンテが楽になります。

インナーリムから側面リムはメンテ不要でパウダークリアーを塗って有りますがデザイン(フェイス)部はより光沢維持のためノークリアーになりますがユーザー自身で常に磨いてメンテ磨きをするとの事です。

バレル研磨フィニッシュでの鏡面映り込みもご覧の通りです。

腐食が進行していませんでしたので腐食痕も無くリムもピカピカになっています。

25年前のボイドですので当時のフルポリッシュはバフ磨き仕上げですが今回はそのバフ磨きからさらにバレル研磨ですので当時の新品より光沢感クオリティーはUPしたかと思います。
※古い中古品の再生ですので多少腐食痕は避けられませんが・・・
【2Psハメ殺しの施工不可な物】
1・リム光輝アルマイト(ディスクが付いた状態でのリム加工は不可)
2・ディスククロームメッキ(リムが付い状態でのディスク加工は不可)
3・リムかディスクどちらかがクロームの場合クロームでない方がクローム剥離により損傷するため一方だけのクローム剥離不可
4・スパッタリングメッキ(1Psホイールや1パーツ個別加工のみの為不可)
5・ディスクダイヤモンドカット(リムにバイト刃が干渉してリムを傷つけるため不可)
6・リム全面バフ磨き(ディスクに干渉しない箇所までの磨きなら可能ですが磨き筋境目が出ます。)
7・リム全面ブラッシュド(ディスクに干渉しない箇所までのブラッシュドは可能ですがブラッシュドが当たらない箇所が出ます。)
8・その他特殊な加工は全て不可
※分解可能な2.3Psはリムとディスク個別加工が可能なため上記8項目全て可能です。
一体型1Psは1個のパーツですのでリムとディスクの個別加工が出来ます。
【2Psハメ殺しの施工可能な場合と留意点】
1・リムからディスクまで溶剤又はパウダーコートのカラー丸塗り
※注):リムとディスクの境目重なり部の隙間から発砲する場合が有ります。
2・リムからディスクまでバレル研摩による丸塗り磨き
※注):ディスクがクロームの場合クローム剥離が出来ませんのでクロームからのバレル研摩は出来ません。
3・リムまたはディスクのマスキングによるパーツ別カラー塗装
※注):リムとディスクの?ぎ目重なり面の奥へは塗装が完全に載りません。
4・リムをガード出来る構造の場合ディスクへの天面2次元BBFバフ研磨や2次元ブラッシュドは一部可能
※注):3次元BBFバフ研磨や3次元ブラッシュドはリムに干渉するため不可
・・・パウダークリアーの特性・・・
磨き肌ポリッシュへのクリアー塗装は密着性が劣るため溶剤のクリアーでは飛び石や干渉傷に弱くなります。それに対してパウダークリアーは「密着性、耐候性、褪色性」などはパウダークリアーが最強ですが厚い樹脂膜のため艶引き感が出る事と傷を入れた場合部分修理が出来ませんので全面パウダークリアー剥離が必要になります。
・・・ノークリアーの長所・・・
素材光沢がそのまま表現されます。クリアー層の下へ入る水の侵入など有りませんの白ミミズ腐食などは無縁です。また少々の傷直しや白ボケは手磨きでユーザー自身でリペアーが出来ます。
・・・ノークリアーの短所・・・
雨泥や塩カリ、降灰が被ったまま放置すると水垢や酸化腐食、白ボケを起こしますので普段のメンテが必要になります。お住まいの環境地域条件にも大きく左右します。
・・ノークリアーのメンテについて・・・
アルミ素地無垢は泥や水気が一番の敵ですので泥汚れは水洗いして乾燥させた後に市販のコンパウンドで手磨きして水弾きの強いワックスを塗ってコーティングしておけば光沢を永く維持出来ます。洗車や磨きを至福の喜びとする方はノークリアーが良いかと思います。
バレル研摩の仕上がりは腐食の有無と素材造りの違い「鋳造(CAST)、鍛造(FORGED)」や「生産国(海外品・国産品)」などで大きく左右されます。
生産国による仕上がりの違いはこちらhttp://243ok.co.jp/blog/category/465/
以前当社でバレル研磨したお客様へ!曲りやガリ傷をつけてしまっても低価格で完璧な修理をしてまたピカピカに蘇えらせますので少々のダメージは心配いりません。 アフターケアーは安心してお任せください。
4本フルリフレッシュ・リメークに限り送料往復無料キャンペーン中!
お問い合わせやお見積もりは会社メール
nishi@243ok.co.jp の方へお願いいたします。
メール送受信のお願い・・携帯からのメールでは一部「受信制限、返信不能、文字化け」などが有り電話番号が明記されないと、こちらから連絡の取り様が有りませんので必ず電話番号明記の上お願いします。返信不能な場合はこちらからお電話いたします。
電話受付:平日AM9:00時~PM19:00時 ※日曜祝祭日はお休みです。
電話番号 0995-65-7225
(有)オートサービス西
ホイール修正・リフレッシュ・リメークは
「全国対応のカスタム専門プロショップ 」オートサービス西へ
![]()