仕上げ実績・ブログ
2011.11.08
BBS-RG鍛造ホールのリム曲り修理からハイパー塗装(DSK)
BBS-RG鍛造の1Psホイールはとにかく硬い!
頑丈素材の硬い曲り修理は困難を極めます。
しかも仕上げがハイパー塗装となれば経験と独自のノウハウが生きてきます。
ディスク部は一切手を付けずリムのみの修理からハイパー塗装です。
簡単に短時間に修理できるホイールではありません。
BBS-RG鍛造ホイールの大きな曲り修理からハイパー塗装

グニャットと大きくお辞儀をして角の立っ曲りです。
鍛造は硬いため一部亀裂が出ましたがリム修理してハイパー塗装(DSK)まで無事完成しました。

硬いため余熱してプレス修理した状態です。
ディスクからの立ち上がり垂直面を上手に出すのがこの修理のポイントです。

なでらかに曲ったモノは亀裂は入りませんが、角の立った曲りはプレスすれば確実に亀裂が入ります。
ビールのアルミ缶を手で潰して角の立った箇所は綺麗に戻らないし亀裂が入る現象と同じです。
アルミ缶は柔らかいですが、鍛造は硬いです。

潰れたリムは外周面も完全に出ませんので、どっち道、外周復元の溶接が必須となりますから亀裂も同時に溶接します。
良くあるパテ埋め誤魔化し修理が多い箇所です。

20年前から変わらないグラインダーや超硬バー、ペーパー、ヤスリを使いハンド研磨で形を造っていきます。
この工程では便利なエアーアクションサンダーなど使いませんし使わせません。
なぜならアクションサンダーはクッション性があるため均等な平滑面は出せません。
平滑面出しは昔ながらの充て木による地道な形成です。
アクションサンダーは平滑面が出た後のペーパー目落としの時に出番です。

曲り箇所の研磨形成が終わればリム全体をなじますためにリム研磨機にて塗装下地用の研磨をします。

ハイパー塗装用の様々な下塗装してアウターリム部へのハイパー塗装の完成です。

今回はディスク部(デザインメッシュ部)は修理には関係しませんでしたので、ディスク部は再塗装していません。 クリアー塗装はもちろんディスクごと丸塗りです。
ハイパー塗装は今回のようにリムだけの部分修理塗装するよりディスクも含めてベロット丸ごと塗った方が簡単なのです。
しかし単品修理の場合、そうすればお手持ちの色と合わなくなります。
そのため単品修理はハイパー塗装でも極力部分修理塗装をしています。
溶剤ウレタンカラーの場合は修理前、事前に調色してから、修理後に色を塗りますが、ハイパー塗装はベースを透かしたレイヤー式のため調色して塗る塗装ではありませんので全部剥いでしまえばハイパー塗装の基準となるベース色やハイパーの濃淡が解らなくなりお手持ちのホイールと色ずれがどうしても出てしまいます。
ハイパー塗装の部分塗装はベースカラーを合わして手付かずの箇所を基準に目視しながら銀膜の濃淡を合わしていく経験と勘を要す面倒な塗装方です。
4本同時のハイパー塗装への塗り替えは4本の濃淡を合わす事が重要となります。
ハイパー塗装の色合い濃淡についてはこちら
ハイパー部分塗装修正についてはこちら
カラー塗装の修理品は色を覆せばとりあえず綺麗になります。「Before&After」だけの写真を見せられてもどんな修理をしたのか判りませんよね・・だから一番大切な中作業工程をユーザーさんに知っていただくために細かく公開していきます。
1本の酷いモノでも完全に直せなければ4本リフレッシュ・リメークなどしても意味がありません。
色塗って、磨くだけならどこでもできます。
基本土台となるホイール修正が出来てこそ4本リフレッシュ・リメークへと繋がります。
単品修理は片道当社負担となります。
(有)オートサービス西HPはこちら
- カテゴリー:
- リム曲り修正
2011.11.05
BBS-LM ハイパー塗装(DBK)+バレル研磨(パウダーコートクリアー)
人気のBBS-LM のリフレッシュ・リメークです。
ディスク部はパウダーコートをベースとしてのハイパー塗装(DBK)!
アウターリムのポリッシュ部はスーパーミラーバレル研磨してからポリッシュ保護のためのパウダーコートクリアーでパウダーの違った利用方の紹介です。
ディスク部のハイパー塗装(DBK)塗り替えは見慣れた光景ですが、ポリッシュ面へのスーパーミラーバレル研磨から肌をがっちりガードするためのパウダーコートクリアーは当店独自のポリッシュガード工法です。
BBS-LM 17インチハイパー塗装+リムパウダーコートクリアー

よくあるガリ傷、曲り修理からのDBK塗り替えですが、シミ腐食の入りやすいポリッシュ部へのパウダーコートクリアーが今回のリフレッシュ・リメークの一番の目的となる作業です。

インナーリムが曲りればホイール全体が横振れを起こしますので振れ歪み修理からまずは始まります。 これが直らないと見た目綺麗にしても意味がなくなります。
振れ歪みは使用に影響しますのでアウターリムのガリ傷修理などより大切な修理です。
インナーリム曲りについてはこちら

使用には影響しませんが、見た目外観性重視も需要ですのでガリ傷肉盛り修理です。
くどいようですが、「削り込み研磨やパテ埋め修理」は行っていません。
●ディスク部のハイパー塗装(DBK)●

パウダーコートがベースとなりますので塗装剥離は必須です。

ブラスト研磨からさらに当店独自のバレル荒研磨です。

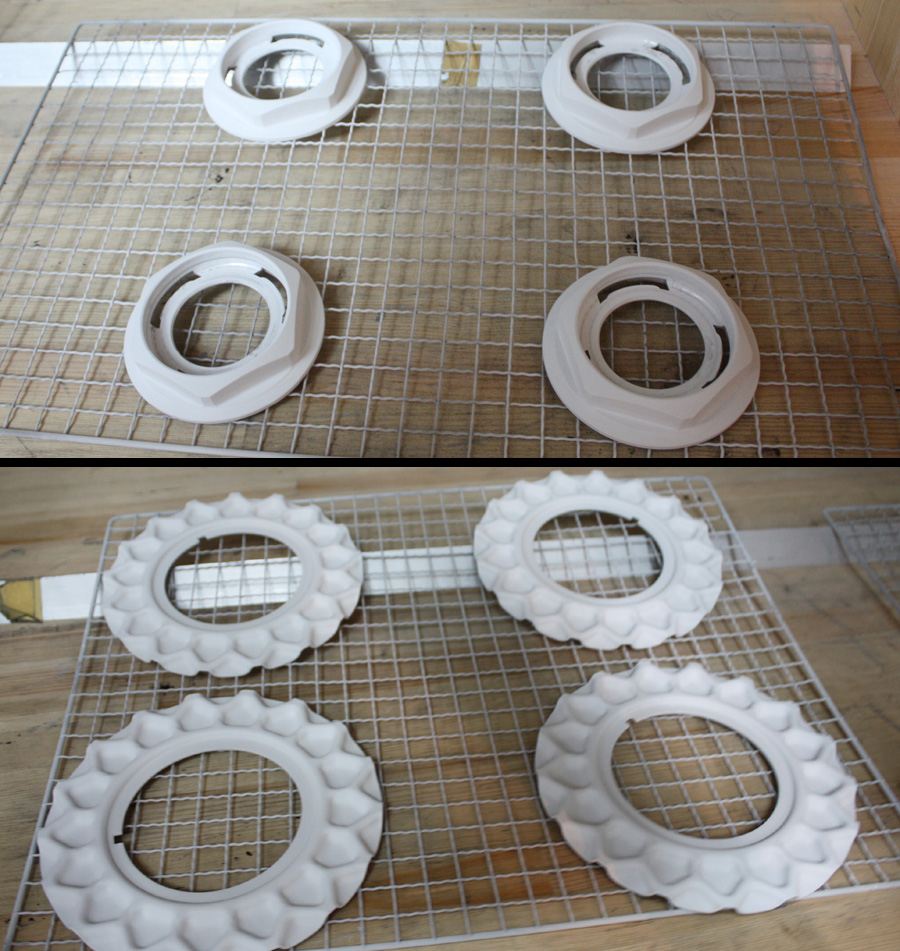
ハイパー塗装へのベースとなるパウダーブッラクを表、裏包み込むように静電蒸着します。

パウダーブッラク焼付け完了!
パウダー肌をさらにサイディングしてアンダーコートを塗装してハイパー(銀膜)を透かしながら染めていきます。最後に硬質クリアーを塗ってディスク部は完成です。
●リムのバレル研磨からパウダークリアー●

リム研磨機にてハンド研磨BBFバフまで完成させそれからバレル研磨機にてミラーポリッシュ仕上げをします。
いきなりバレル研磨機で綺麗になる訳ではありません。地味なハンド研磨から長い下処理研磨があって最終磨きがバレル研磨となります。

耐久性の高い頑丈で硬いクリアーが今回の一番の目的ですのでパウダーコートクリアーでポリッシュ面をしっかりガードします。
耐久性やハダの硬さは新品の1液型溶剤クリアーの比ではありません。
※1液型溶剤クリアーと比べてレベリングハダ艶の見た目はややパウダーコートクリアーの方が劣るかも知れませんが、耐久性重視か見た目重視かはお客様の選択です。
作業する方としては溶剤クリアーの方が材料代が安くまた失敗した時などのやり直しなど作業リスクも低いため溶剤系クリアーの方がやり易いのです。


組み付け完成!

インナーリムはオリジナルカラーのシルバー仕上げです。
●ポリッシュオンクリアーの長所・欠点について●
1・溶剤系(液体)「1液型のクリアーコート」新品ホイール量産型
2・溶剤系(液体)「2液型の硬質のクリアーコート」硬化剤混合硬質型
3・静電式(固体)「パウダーコートクリアー」塗膜ではなく樹脂膜の頑丈型(第3のクリアー)
溶剤系(液体)「1液型のクリアーコート」は透明度が高く、硬化剤がないため量産向となり新品ホイールはこの「1液型のクリアーコート」が主流です。
弱点は肌が弱いため飛び石傷や干渉傷が入りやすくクリアー劣化も早いのが難点です。 ハダが綺麗で見た目は良いがハダが軟弱です。
溶剤系(液体)「2液型の硬質クリアーコート」はワンオフでの塗装に向いておりで硬化剤の比率が高いほど塗料代も高くなりますが、塗装肌の硬さも期待できます。難点としてツル肌仕上げのポリッシュへの塗装は光沢仕上げのため「足付けの荒研磨」が出来ませんのでどうしても密着性が課題となります。
そこで期待できるクリアーとして第3のクリアーが、静電式(固体)「パウダーコートクリアー」です。
「密着性が高く肌が頑丈で艶引き感、透明度も2液の溶剤系と変わらない」となれば 第3のクリアーと呼べる「パウダーコートクリアー」が、今あるクリアーの中でポリッシュホイールへのオンクリアーでは最硬と言えるでしょう・・・・・・しかし弱点もあります。
第一にコストが掛かる事です。また虫食いや巣穴の出たポリッシュは沸きブツが出るためパウダー仕上げではレベリングが落ちるなど素材の良し悪しを選びます。
※カラーパウダーならパウダーパテでどうにか対応できます。
※ダイヤモンドカットへのパウダーコートクリアーは対応できません。
違ったパーツを合体した2Psハメ殺しのような分解できないホイールはパウダー不可となるモノが多くデザイン、構造を選びます。
※LMのような2・3Psの分解可能はホイールは分解してパーツごとにパウダーできますのでもちろんパウダーコートクリアーはOKです。
4本ワンセットリフレッシュ・リメークは送料往復無料キャンペーン中です。
この機会に是非ご相談ください。
(有)オートサービス西HPはこちら
- カテゴリー:
- BBS-LM/修正リフレッシュ・リメーク
2011.11.03
BBS-旧RGスーパーミラーバレル研磨からパウダーコートクリアー
旧RG16インチ1Psスーパーミラーバレル研磨(2次元)ポリッシュ後、6画キャップも全てパウダーコートによるオンクリアー仕上げです。
今回はキャップ加工への拘りとして塗装でしか対応できないプラ樹脂製の6画キャップとアルミ製キャップと交換して磨きこんだホイールとのバランスを考慮したバレル研磨によるリフレッシュ・リメークです。
BBS-RG16インチスーパーミラーバレル研磨+パウダークリアー+アルミキャップと交換

バレル研磨2次元ミラーポリッシュからパウダーコートクリアー仕上げです。
ピンクのBBSロゴもワンポイントちょっと手を加えてあります。

写真を撮り忘れてしまいいきなりバレル荒ですが、ガリ傷修理から始まり塗装剥離~ブラスト研磨~ハンド研磨~バレル荒研磨のいつもの手順です。

旧RGの6角キャップはプラ製品でシルバー塗装してあり、オーナメントの分解合体にも手間がかかる複雑で面倒な構造をしています。

6角キャップを塗装してしまえば安っぽく見えますので、こちらで同品のアルミキャップを準備してこれを磨いて装着します。
バレル研磨にて磨きこんだパーツもパウダーコートクリアーします。
※注重要 研磨、磨き自体はアルミ製キャップならほぼ全て対応できますが、プラ樹脂が一部でも付いるモノへはパウダークリアーはできません。パウダーは焼付け温度が180℃以上となりますのでプラ樹脂は溶けてしまいます。一部でもプラ樹脂をつけてあるパーツは低温焼付け(60℃前後)の溶剤系クリアーとなります。

ホイール本体のパウダーコートクリアー噴射時です。
パウダークリアーは小麦粉のように真っ白けの状態です。

パーツへのパウダーコートクリアー焼付け完了!

スーパーミラーバレル研磨フィニッシュ時よりパウダークリアーした事でやや艶引き感を差し引いても今回はクリアーの耐久性重視です。

6角キャップを塗装すると見た目が安っぽくなります。
アルミキャップも磨き込みなら磨き込みホイールと一体化して高級感がより引き立ちます。
●ポリッシュオンクリアーには大きく分けて3種類が上げられます。●
1・溶剤系(液体)「1液型のクリアーコート」新品ホイール量産型
2・溶剤系(液体)「2液型の硬質のクリアーコート」硬化剤混合硬質型
3・静電式(固体)「パウダーコートクリアー」塗膜ではなく樹脂膜の頑丈型(第3のクリアー)
溶剤系(液体)「1液型のクリアーコート」は透明度が高く、硬化剤がないため量産向となり新品ホイールはこの「1液型のクリアーコート」が主流です。
弱点は肌が弱いため飛び石傷や干渉傷が入りやすくクリアー劣化も早いのが難点です。 見た目は良いが軟弱です。
溶剤系(液体)「2液型の硬質クリアーコート」はワンオフでの塗装に向いておりで硬化剤の比率が高いほど塗料代も高いですが、塗装肌の硬さも高いです。
難点としてツル肌仕上げのポリッシュへの塗装は光沢仕上げのため「足付けの荒研磨」が出来ません。そのためどうしても密着性に難があります。
そこで期待できるクリアーとして第3のクリアーが、静電式(固体)「パウダーコートクリアー」です。
「密着性が高く肌が頑丈で艶引き感、透明度も2液の溶剤系と変わらない」となれば 第3のクリアーと呼べる「パウダーコートクリアー」が、今あるクリアーの中でポリッシュホイールへのオンクリアーでは最硬と言えるでしょう・・・・・・しかし弱点もあります。
第一にコストが掛かる事です。また虫食いや巣穴の出たポリッシュは沸きブツが出るためパウダー仕上げではレベリングが落ちるなど素材の良し悪しを選びます。
※カラーパウダーならパウダーパテでどうにか対応できます。
また違ったパーツを合体した2Psハメ殺しのような分解できないホイールはパウダー不可となるモノが多くデザイン、構造を選びます。
※2・3Psの分解可能はホイールは分解してパーツごとにパウダーできますのでもちろんパウダーコートクリアーはOKです。
4本ワンセットリフレッシュ・リメークは送料往復無料キャンペーン中です。
この機会に是非ご相談ください。
(有)オートサービス西HPはこちら
ホイール修正・リフレッシュ・リメークは
「全国対応のカスタム専門プロショップ 」オートサービス西へ
![]()